Eight engineered subsystems that make this machine production-grade. Each component is sourced, built, and tested for industrial duty cycles.
1. Steam Tank
Function
Stores steam for stable heating and consistent molding performance — the buffer between the steam boiler and the mold chamber.
Engineering Details
Working steam pressure 0.4-0.8 MPa. AISI 304 stainless steel pressure vessel, TUV / Bureau Veritas certified. Insulated to minimize heat loss between molding cycles.
2. Mold (Custom-Designed)
Function
Custom-designed molds ensure precise shape, smooth surface, and high dimensional accuracy — the core of EPS shape molding quality.
Engineering Details
Cast or CNC-machined 6061 aluminum. Surface anodized for durability + clean release. Engineered steam channels for uniform heating. Vent pin holes (Ø 0.5 mm) prevent air-trap defects. Quick-change locking system — 4-6 hour mold swap.
3. Steam Valve
Function
Distributes steam evenly into the mold chamber to ensure uniform preheating across complex product geometries — direct factor in bead fusion consistency.
Engineering Details
Gemu-Germany or Burkert-Germany proportional valves. PLC-controlled solenoid array, 2-4 independent steam zones. Closed-loop pressure regulation 0.08-0.12 MPa during steam burst.
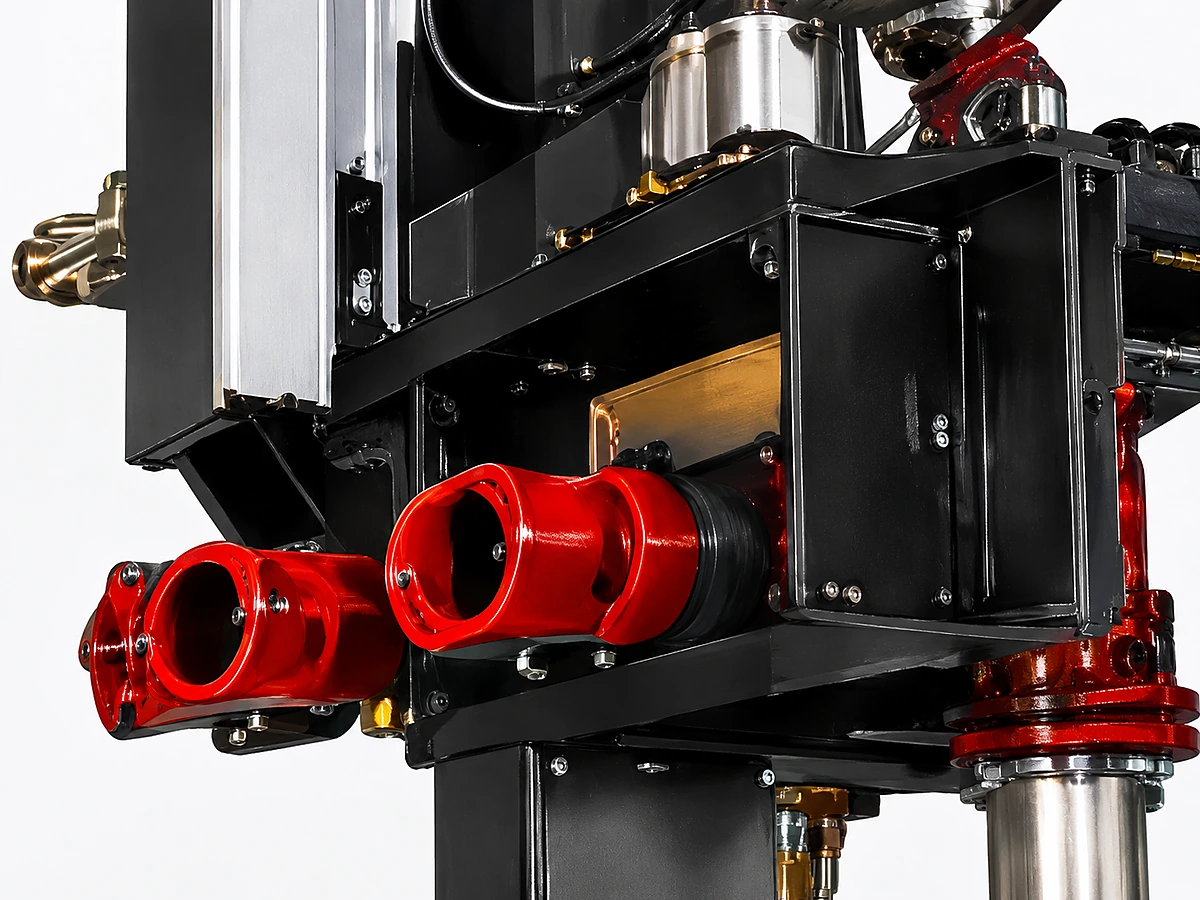
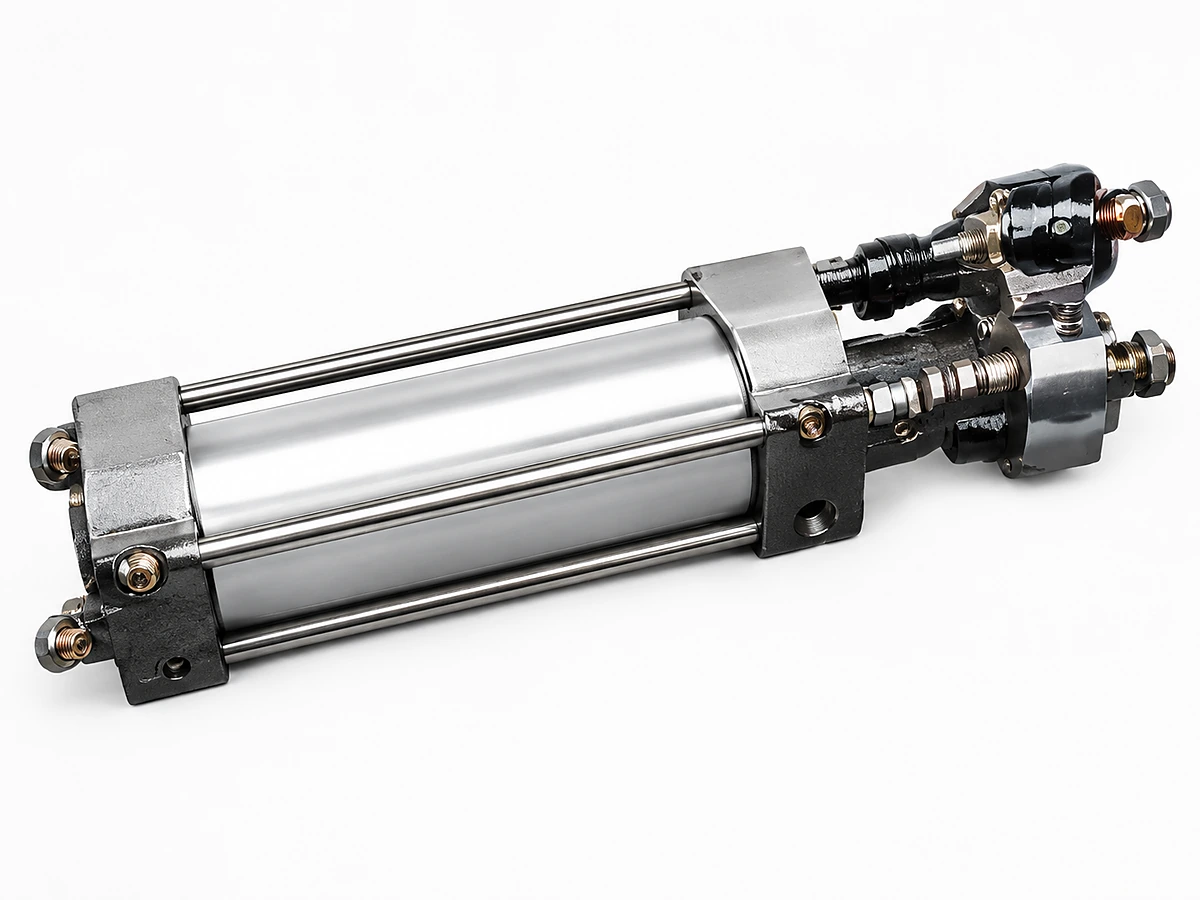
4. Air Cylinder
Function
Pneumatic actuator that drives mold opening, closing, and product ejection with consistent timing and gentle release — protects the mold-release coating for million-cycle service life.
Removes air and residual moisture from the mold cavity for fast cycle times and dimensionally stable products — the single biggest factor in cutting cycle time 30-40% vs air-only cooling.
Engineering Details
Water-ring vacuum pump (7.5-11 kW Becker/Edwards equivalent). Cylindrical vacuum buffer tank. Reaches 0.06 MPa absolute pressure in 30-45 seconds. Cycle time 30-300s depending on product complexity.
6. PLC Control System
Function
User-friendly interface with PLC system, pressure gauges and alarm indicators for easy operation and monitoring — recipes per product SKU for quick changeover.
Engineering Details
Siemens S7-1200 PLC + 10-12" Weintek HMI touch screen. 99-recipe storage library. USB recipe export; optional Ethernet/IP for MES integration. 380V / 50Hz / 3-Phase. Multi-user accounts (operator/supervisor/maintenance) with audit trail.
Технические характеристики
3 models
Параметр
SM-1000
SM-1200
SM-1400
Tier
Entry / Small batch
Mid-range / Most popular
Premium / Large-format
Mold Platen Size (L×W)
1,000 × 800 mm
1,200 × 1,000 mm
1,400 × 1,200 mm
Max Product Size
950 × 750 × 300 mm
1,150 × 950 × 350 mm
1,350 × 1,150 × 400 mm
Cycle Time
45-120 seconds
60-150 seconds
75-180 seconds
Steam Pressure
0.08-0.12 MPa
0.08-0.12 MPa
0.08-0.12 MPa
Clamping Force
15 tons (hydraulic)
25 tons (hydraulic)
40 tons (hydraulic)
Steam Consumption
5-10 kg / cycle
8-15 kg / cycle
12-22 kg / cycle
Cooling Method
Vacuum + water spray
Vacuum + water spray
Vacuum + water spray
Voltage
380V / 50Hz (220V/60Hz optional)
380V / 50Hz (220V/60Hz optional)
380V / 50Hz (220V/60Hz optional)
Installed Power
18 kW
25 kW
40 kW
Ejection System
Hydraulic + pneumatic dual-stage
Hydraulic + pneumatic dual-stage
Hydraulic + pneumatic dual-stage
Mold Change Time
4-6 hours quick-change
4-6 hours quick-change
4-6 hours quick-change
Density Range
15-50 kg/m³
15-50 kg/m³
15-50 kg/m³
Compatible Beads
EPS / EPP / fast-cycling / flame-retardant
EPS / EPP / fast-cycling / flame-retardant
EPS / EPP / fast-cycling / flame-retardant
Machine Weight
6,500 kg
8,500 kg
12,000 kg
Dimensions (L×W×H)
3,400 × 2,200 × 2,800 mm
3,800 × 2,400 × 3,000 mm
4,300 × 2,700 × 3,300 mm
Control System
Siemens S7-1200 PLC + 10" Weintek HMI
Siemens S7-1200 PLC + 10" Weintek HMI
Siemens S7-1200 PLC + 12" Weintek HMI
Certifications
CE + ISO 9001
CE + ISO 9001
CE + ISO 9001
* Технические характеристики могут изменяться без предварительного уведомления. Свяжитесь с нами для получения актуальных данных.
Какие задачи решает эта машина
Три производственные проблемы, устраняемые этой машиной — с инженерно обоснованными и измеримыми решениями.
Проблема 1
Цикл фасонного формования 60-90 секунд ограничивает суточный выпуск и завышает себестоимость одной детали
Как машина её решает
Гидравлический зажим SM-1200 и замкнутая циркуляция пара обеспечивают цикл 45-60 секунд на fast-cycling гранулах для рыбных ящиков и стандартных вкладышей (типично 60-90 с для общей упаковки, 120-150 с для толстых автодеталей). Fast-cycle конфигурация на high-fusion гранулах 14-25 кг/м³: выпуск +50-70%.
Проблема 2
Захваченный конденсат приводит к влажным и деформированным изделиям, не проходящим контроль качества
Как машина её решает
Двойные вакуумные порты сушки и автоматический отвод конденсата обеспечивают остаточную влажность ≤0,5% в готовой детали; уровень брака на ОТК снижается ниже 1,5%.
Проблема 3
Частая смена форм под разные SKU занимает по 2-4 часа каждый раз
Как машина её решает
Быстросменная плита формы и стандартизированный интерфейс зажима сокращают замену вставки формы того же формата до ~45 минут (полная реконфигурация плиты и паропровода для другого формата всё ещё занимает 4-6 часов) — мелкосерийное производство SKU становится экономически выгодным.
Принцип работы
SM-1200 — автоматическая машина фасонного формования для изготовления EPS/EPP-деталей под заказ. Предварительно вспененные гранулы загружаются в закрытую полость формы; насыщенный пар сплавляет гранулы в готовую деталь; вакуумная сушка удаляет влагу; гидравлический зажим раскрывается для извлечения охлаждённой детали. Значение 1200 соответствует размеру плиты в мм.
Step 1
1. Закрытие формы
Гидравлический зажим закрывает половины формы при рабочем давлении 25 МПа.
Step 2
2. Заполнение гранулами
Пневматические инжекторы равномерно заполняют полость через несколько литников.
Step 3
3. Паровой нагрев
Насыщенный пар давления перекрёстного впрыска 0,15-0,20 МПа (из парового бака 0,4-0,8 МПа через регулятор, снижение до рабочего давления 0,08-0,12 МПа в полости формы) сплавляет гранулы за 15-25 с.
Step 4
4. Вакуум и охлаждение
Двойные вакуумные порты удаляют влагу; охлаждающая вода снижает температуру детали до 50 °C.
Step 5
5. Извлечение
Форма раскрывается; пневматические выталкиватели подают готовую деталь наружу.
Подтверждённые инженерные преимущества
Каждое преимущество подкреплено измеримыми характеристиками — никаких маркетинговых утверждений без данных.
Время цикла
45-60 s (fish box, fast-cycle beads)
против typical packaging 60-90 s / thick automotive 120-150 s
Замкнутая циркуляция пара и двойной вакуум сокращают цикл на 40-50% на high-fusion гранулах 14-25 кг/м³. Фактический цикл зависит от толщины детали, плотности, охлаждения формы и давления подачи пара.
Остаточная влажность
≤0.5%
против industry typical 1-2%
Меньшая влажность означает геометрически стабильные детали сразу с линии.
Время смены формы
~45 min (quick-insert) / 4-6 hr (complete)
против industry typical 2-4 hours
Замена вставки формы того же формата использует стандартизированный интерфейс зажима — ~45 мин. Полная реконфигурация плиты и паропровода для другого формата занимает 4-6 часов (отраслевая норма).
Часовой выпуск
~640 pieces/h (8-cavity fish box × 80 cyc/h)
против single-cavity: 60-80 pcs/h
Пример расчёта: 8-местная форма рыбного ящика при цикле 45с = 80 цикл/ч × 8 = 640 ящиков/ч. Многоместные формы нужны для больших объёмов; одноместные формы подходят для крупных деталей (сердечники шлемов, ICF-блоки) при 60-80 шт/ч.
Реальные производственные применения
Где эта машина работает на реальных заводах.
Fish box and aquaculture foam-box production for cold-chain seafood industry — primary EPS shape-molded product worldwide
Fruit and produce packaging inserts for export pallets — lightweight 15-18 kg/m³ density molded to fit specific produce shapes
Electronics and appliance protective foam — refrigerator cushions, TV protectors, monitor inserts
Конфигурация машины
Промышленные компоненты от ведущих мировых брендов — каждая деталь отслеживается.
Компонент
Бренд / Спецификация
Подробности
Контроллер ПЛК
Siemens S7-1200
Хранение рецептур для нескольких SKU; резервное копирование на SD-карту.
HMI
Siemens / Weintek
10-дюймовая цветная HMI; аналитика времени цикла; индикация OEE.
Упаковщик морепродуктов из Мурманска заменил устаревшие итальянские машины фасонного формования; время цикла снизилось с 75 с до 42 с, затраты на энергию сокращены на 22%.
SpainГод: 2024
Конфигурация
1 × SM-1200 + индивидуальные упаковочные формы
Результат
OEM защитных вкладышей для винных бокалов; быстросменная форма позволяет ротацию 8 SKU за смену.
Maintenance & Safety
A clear schedule keeps the line running. Built-in safety systems protect operators and product alike.
Maintenance Schedule
Daily (every shift)
Inspect mold cavity for bead residue or surface damage. Verify hydraulic pressure (25-ton spec) at clamping. Check steam pressure gauges (0.08-0.12 MPa). Clean ejector pin holes of bead debris. Test e-stop function. Reset product counter at shift start.
Weekly
Lubricate hydraulic cylinder seals and ejector pin mechanisms. Inspect water-ring vacuum pump impeller. Check pneumatic bead-fill guns for wear. Drain steam condensate from low points. Verify mold-release coating condition (re-apply if showing wear).
Monthly
Open mold; clean cavity interior with food-grade detergent. Inspect aluminum mold for cracks or wear (visible at parting line first). Service vacuum pump water seal. Recalibrate steam pressure transducers. Backup PLC recipes to USB.
Semi-Annual
Inspect hydraulic clamping cylinder for seal wear. Replace water-ring vacuum pump seal. Recalibrate load cells. Verify ejector pin alignment (±0.1mm spec). Re-apply mold-release coating per OEM schedule.
Annual
Major overhaul: replace hydraulic cylinder seals (5,000h spec), service Siemens PLC battery, recertify pressure-relief safety system, update PLC firmware per Siemens advisories, refresh operator training including quick-change mold procedure.
Safety Features
CE certification per EN 60204-1 + EN ISO 13849-1 PLd for safety-related control systems
Pressure-relief valve on steam chamber at 0.18 MPa setpoint (2× operating pressure)
Hydraulic safety interlock prevents steam injection until 25-ton clamping force achieved
Two emergency-stop mushrooms (operator panel + machine side) — Category 0 stop within 100ms
Mold-open safety guard prevents operator hand-trap during clamping cycle
Vacuum pressure relief prevents implosion if condenser blockage occurs
Thermal cutoff in electrical cabinet (>60°C) — auto-shutdown logged for audit
Product-ejection clearance sensor halts ejector if foreign object detected in discharge path
Live Footage
See This Machine Running
Real ChinaEps production line footage from customer factories — not stock video.
The questions buyers ask most often before placing an order.
How is the SM-1200 different from the BM-1400 block-molding machine?
Three categories of difference. (1) Output: SM-1200 makes finished-shape products (fish boxes, cooler boxes, packaging inserts) ready for sale; BM-1400 makes blocks that need a downstream cutting step. (2) Mold: SM-1200 uses custom cavity inserts (one per product SKU); BM-1400 uses one standard block cavity. (3) Cycle: SM-1200 60-150 seconds per part; BM-1400 5-7 minutes per block. Use SM-1200 for finished-shape packaging and consumer products; use BM-1400 for cut-to-size insulation and geofoam.
What products can be made on a single SM-1200, and how long does mold changeover take?
Any finished EPS shape that fits within the 1,200×1,000×350mm work envelope. Common: fish boxes, cooler boxes, fruit-tray inserts, helmet liners, automotive bumper inserts, refrigerator cushions. Mold changeover 4-6 hours with the quick-change locking system. Most customers run 3-8 different SKUs per machine.
How are custom molds designed and made — what is the lead time?
Customer provides 3D CAD file (STEP or IGES format) of the desired finished product, or a physical sample we can reverse-engineer. ChinaEps engineering does mold design (1-2 weeks), customer approves, then mold manufacturing (4-6 weeks). Total custom mold lead time 6-8 weeks. Cast aluminum is standard; cost varies Contact us for pricing depending on product complexity.
What bead density range does the SM-1200 handle, and how does cycle time scale?
15-50 kg/m³ density range. Lower density (15-20 kg/m³ — typical for fish boxes and lightweight packaging) cycles 60-90 seconds. Mid-density (25-30 kg/m³ — automotive parts) cycles 100-130 seconds. Higher density (40-50 kg/m³ — premium FR-grade) cycles 130-150 seconds.
Can the SM-1200 work with EPP and fast-cycling EPS beads?
Yes — both. EPP requires slightly higher steam pressure (0.10-0.14 MPa) and longer cycles (15-25% more time). Fast-cycling EPS reduces cycle time 20-30% — particularly attractive for high-volume cooler-box producers. Mold material (aluminum) and clamping system are compatible with all bead types.
What is the steam boiler requirement?
Minimum 0.5 ton/h steam boiler at 0.15 MPa working pressure. Most customers run a 1.0 ton/h boiler to cover SM-1200 + upstream PE-1400 pre-expander + downstream operations. ChinaEps can quote the matching boiler + softener + condensate-return system.
Can the SM-1200 ship to 220V/60Hz markets?
Yes — factory build option. We swap hydraulic pump motor, vacuum pump motor, contactors, and VFD to 220V/60Hz equivalents. PLC and HMI are voltage-flexible. No price difference; 2-3 week lead time adjustment.
How many pieces per day, and how does that scale with product type?
At 90-second cycles (typical fish boxes): 40 cycles/hour × 8 hours = 320 cycles per shift. Multi-cavity molds (4-up or 6-up for small products) push this to 1,200-2,000 pieces/shift. Double-shift operation reaches 24,000+ pieces/day on small products like fruit-tray inserts.
What is the integration path with PE-1400 and downstream operations?
Standard line: PE-1400 → aging silo (24-72h) → SM-1200 → automated stacker (ST1200) → wrapping machine (SPLM). The SM-1200 PLC has analog/digital I/O for upstream/downstream handshaking. Most line integrations complete in 5-7 days on-site.
What is the operator training requirement?
Two options: (1) factory training in Qingdao for 2-3 days during pre-shipment testing (you cover travel); (2) on-site training for 3-5 days during commissioning (you cover travel + accommodation). Training covers PLC recipe management, mold changeover, troubleshooting common defects, and maintenance schedule. Materials in EN / ZH / ES / PT / FR / RU / AR.
Is the SM-1200 the same as a thermocol making machine?
Yes. "Thermocol" is the common name for EPS (expanded polystyrene) in India and South Asia, so a thermocol making machine and an EPS shape molding machine are the same equipment. The SM-1200 covers the full thermocol product range — disposable tableware, sheets, boxes, and decorative items. We ship to thermocol manufacturers across India, Bangladesh, Sri Lanka, and Nepal with CE certification and a 5-year warranty.
Can the SM-1200 make thermocol plates, cups, and dona?
Yes. The SM-1200 thermocol making machine produces thermocol plates, cups, dona (disposable bowls), trays, and boxes by steam-fusing EPS beads in custom aluminium molds. A single SM-1200 with a multi-cavity dona/plate mold produces 200-400 thermocol items per hour; swap molds in under 45 minutes to switch between thermocol plate making, cup making, and dona making on the same machine. We supply the complete thermocol plate making machine line — pre-expander, SM-1200 shape molder, and your choice of plate, cup, or dona molds.
Готовы построить свою линию по производству EPS/EPP?
Получите индивидуальное решение «под ключ» — конкурентные цены, проверенные технологии и полное послепродажное обслуживание от нашей инженерной команды.