Eight engineered subsystems that make this machine production-grade. Each component is sourced, built, and tested for industrial duty cycles.
1. Steam Tank
Function
Stores steam for stable heating and consistent molding performance — the buffer between the steam boiler and the mold chamber.
Engineering Details
Working steam pressure 0.4-0.8 MPa. AISI 304 stainless steel pressure vessel, TUV / Bureau Veritas certified. Insulated to minimize heat loss between molding cycles.
2. Mold (Custom-Designed)
Function
Custom-designed molds ensure precise shape, smooth surface, and high dimensional accuracy — the core of EPS shape molding quality.
Engineering Details
Cast or CNC-machined 6061 aluminum. Surface anodized for durability + clean release. Engineered steam channels for uniform heating. Vent pin holes (Ø 0.5 mm) prevent air-trap defects. Quick-change locking system — 4-6 hour mold swap.
3. Steam Valve
Function
Distributes steam evenly into the mold chamber to ensure uniform preheating across complex product geometries — direct factor in bead fusion consistency.
Engineering Details
Gemu-Germany or Burkert-Germany proportional valves. PLC-controlled solenoid array, 2-4 independent steam zones. Closed-loop pressure regulation 0.08-0.12 MPa during steam burst.
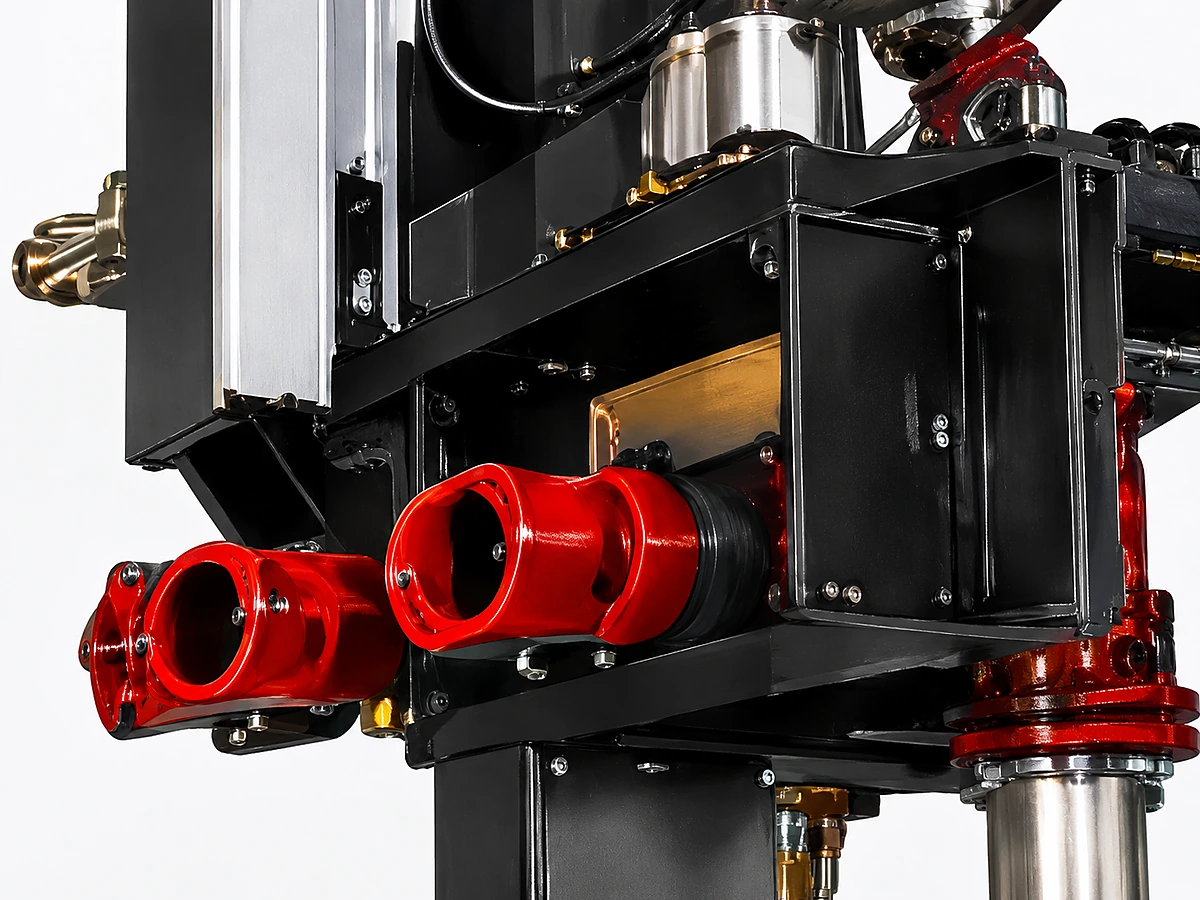
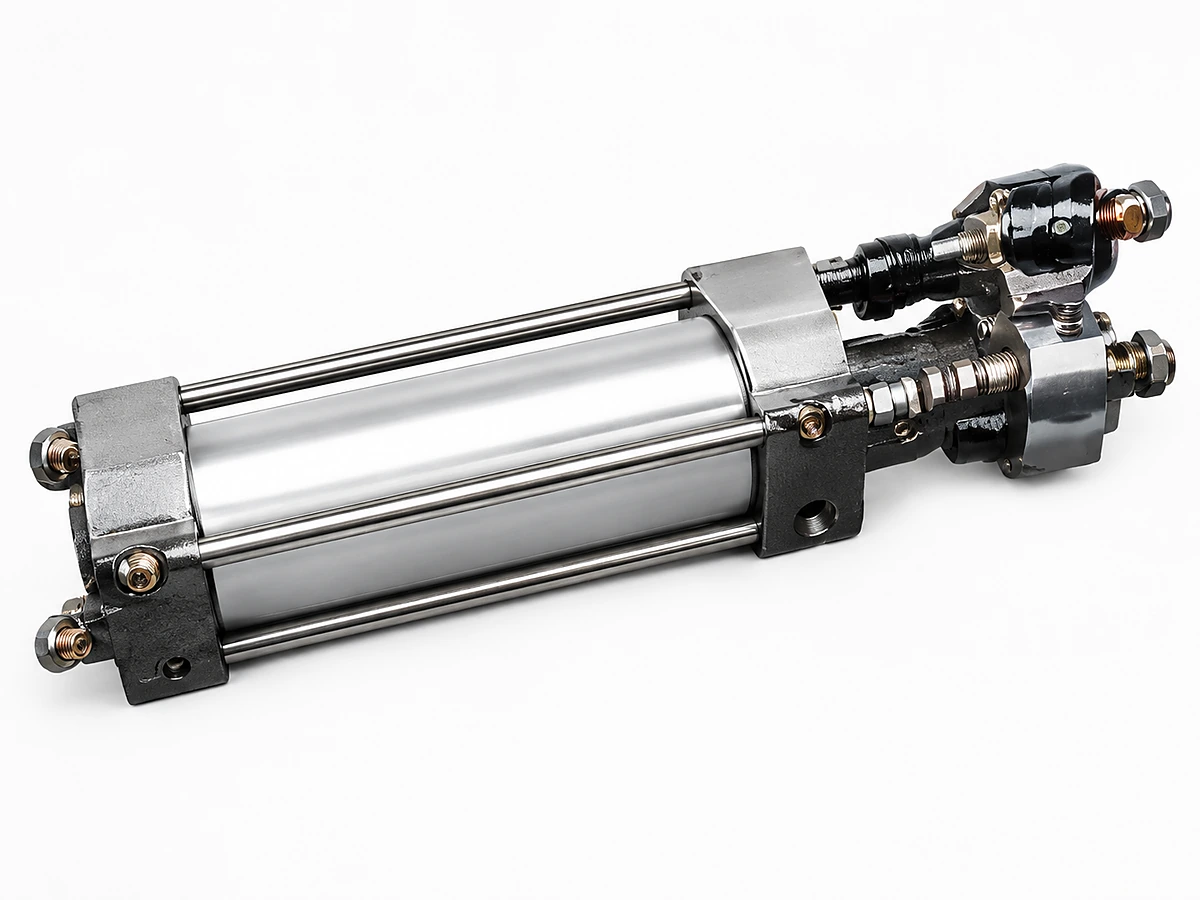
4. Air Cylinder
Function
Pneumatic actuator that drives mold opening, closing, and product ejection with consistent timing and gentle release — protects the mold-release coating for million-cycle service life.
Removes air and residual moisture from the mold cavity for fast cycle times and dimensionally stable products — the single biggest factor in cutting cycle time 30-40% vs air-only cooling.
Engineering Details
Water-ring vacuum pump (7.5-11 kW Becker/Edwards equivalent). Cylindrical vacuum buffer tank. Reaches 0.06 MPa absolute pressure in 30-45 seconds. Cycle time 30-300s depending on product complexity.
6. PLC Control System
Function
User-friendly interface with PLC system, pressure gauges and alarm indicators for easy operation and monitoring — recipes per product SKU for quick changeover.
Engineering Details
Siemens S7-1200 PLC + 10-12" Weintek HMI touch screen. 99-recipe storage library. USB recipe export; optional Ethernet/IP for MES integration. 380V / 50Hz / 3-Phase. Multi-user accounts (operator/supervisor/maintenance) with audit trail.
Technical Specifications
3 models
Parameter
SM-1000
SM-1200
SM-1400
Tier
Entry / Small batch
Mid-range / Most popular
Premium / Large-format
Mold Platen Size (L×W)
1,000 × 800 mm
1,200 × 1,000 mm
1,400 × 1,200 mm
Max Product Size
950 × 750 × 300 mm
1,150 × 950 × 350 mm
1,350 × 1,150 × 400 mm
Cycle Time
45-120 seconds
60-150 seconds
75-180 seconds
Steam Pressure
0.08-0.12 MPa
0.08-0.12 MPa
0.08-0.12 MPa
Clamping Force
15 tons (hydraulic)
25 tons (hydraulic)
40 tons (hydraulic)
Steam Consumption
5-10 kg / cycle
8-15 kg / cycle
12-22 kg / cycle
Cooling Method
Vacuum + water spray
Vacuum + water spray
Vacuum + water spray
Voltage
380V / 50Hz (220V/60Hz optional)
380V / 50Hz (220V/60Hz optional)
380V / 50Hz (220V/60Hz optional)
Installed Power
18 kW
25 kW
40 kW
Ejection System
Hydraulic + pneumatic dual-stage
Hydraulic + pneumatic dual-stage
Hydraulic + pneumatic dual-stage
Mold Change Time
4-6 hours quick-change
4-6 hours quick-change
4-6 hours quick-change
Density Range
15-50 kg/m³
15-50 kg/m³
15-50 kg/m³
Compatible Beads
EPS / EPP / fast-cycling / flame-retardant
EPS / EPP / fast-cycling / flame-retardant
EPS / EPP / fast-cycling / flame-retardant
Machine Weight
6,500 kg
8,500 kg
12,000 kg
Dimensions (L×W×H)
3,400 × 2,200 × 2,800 mm
3,800 × 2,400 × 3,000 mm
4,300 × 2,700 × 3,300 mm
Control System
Siemens S7-1200 PLC + 10" Weintek HMI
Siemens S7-1200 PLC + 10" Weintek HMI
Siemens S7-1200 PLC + 12" Weintek HMI
Certifications
CE + ISO 9001
CE + ISO 9001
CE + ISO 9001
* Specifications are subject to change without notice. Contact us for the latest technical data.
What This Machine Solves
Three production problems eliminated by this machine — with engineered, measurable solutions.
The Problem 1
Shape molding cycle of 60-90 seconds caps daily output and inflates per-piece cost
How This Machine Solves It
SM-1200 hydraulic clamping + closed steam circulation runs 45-60 second cycles on fast-cycling beads for standard fish-box and packaging-insert molding (typical 60-90 s for general packaging, 120-150 s for thick automotive parts). Fast-cycle configuration on 14-25 kg/m³ high-fusion beads: output up 50-70%.
The Problem 2
Trapped condensate causes wet, deformed parts that fail QC
Frequent mold changes for different SKUs cost 2-4 hours each time
How This Machine Solves It
Quick-change mold platen + standardized clamp interface cuts same-format mold-insert swap to ~45 minutes (complete platen + steam-piping reconfigure for a different format still takes 4-6 hours) — small-batch SKU production becomes economical.
Working Principle
SM-1200 is an automatic shape molding machine for custom EPS/EPP parts. Pre-expanded beads are loaded into a closed mold cavity; saturated steam fuses beads into the final part shape; vacuum drying removes moisture; hydraulic clamp releases the cooled part. The 1,200 refers to the platen size in mm.
Step 1
1. Mold Closure
Hydraulic clamp closes mold halves at 25 MPa working pressure.
Step 2
2. Bead Filling
Pneumatic injectors fill cavity uniformly through multiple gates.
Step 3
3. Steam Heating
Saturated steam at 0.15-0.20 MPa cross-injection pressure (from 0.4-0.8 MPa steam tank via regulator, stepping down to 0.08-0.12 MPa mold cavity working pressure) fuses beads in 15-25 s.
Step 4
4. Vacuum & Cool
Dual vacuum ports remove moisture; cooling water drops part to 50°C.
Step 5
5. Eject
Mold opens; pneumatic ejectors push finished part out.
Engineered Performance Advantages
Every advantage backed by measurable specs — no marketing claims without data.
Cycle Time
45-60 s (fish box, fast-cycle beads)
vs typical packaging 60-90 s / thick automotive 120-150 s
Closed steam circulation + dual vacuum cuts cycle 40-50% on 14-25 kg/m³ high-fusion beads. Actual cycle depends on part thickness, density, mold cooling, and steam supply pressure.
Residual Moisture
≤0.5%
vs industry typical 1-2%
Lower moisture means dimensionally stable parts straight off the line.
Mold Change Time
~45 min (quick-insert) / 4-6 hr (complete)
vs industry typical 2-4 hours
Same-format mold-insert swap uses standardized clamp interface — ~45 min. Complete platen + steam-piping reconfigure for a different format takes 4-6 hours (industry norm).
Hourly Output (with mold)
~640 pieces/h (8-cavity fish box × 80 cyc/h)
vs single-cavity: 60-80 pcs/h
Example calculation: 8-cavity fish-box mold running 45s cycle = 80 cyc/h × 8 = 640 boxes/h. Multi-cavity molds required for high piece counts; single-cavity molds appropriate for large parts (helmet cores, ICF blocks) at 60-80 pcs/h.
Real Production Applications
See where this machine fits in real factories.
Fish box and aquaculture foam-box production for cold-chain seafood industry — primary EPS shape-molded product worldwide
Fruit and produce packaging inserts for export pallets — lightweight 15-18 kg/m³ density molded to fit specific produce shapes
Electronics and appliance protective foam — refrigerator cushions, TV protectors, monitor inserts
Machine Configuration
Industrial-grade components from established global brands — every part traceable.
Component
Brand / Spec
Detail
PLC Controller
Siemens S7-1200
Recipe storage for multiple SKUs; SD-card backup.
HMI
Siemens / Weintek
10-inch color HMI; cycle-time analytics; OEE display.
A clear schedule keeps the line running. Built-in safety systems protect operators and product alike.
Maintenance Schedule
Daily (every shift)
Inspect mold cavity for bead residue or surface damage. Verify hydraulic pressure (25-ton spec) at clamping. Check steam pressure gauges (0.08-0.12 MPa). Clean ejector pin holes of bead debris. Test e-stop function. Reset product counter at shift start.
Weekly
Lubricate hydraulic cylinder seals and ejector pin mechanisms. Inspect water-ring vacuum pump impeller. Check pneumatic bead-fill guns for wear. Drain steam condensate from low points. Verify mold-release coating condition (re-apply if showing wear).
Monthly
Open mold; clean cavity interior with food-grade detergent. Inspect aluminum mold for cracks or wear (visible at parting line first). Service vacuum pump water seal. Recalibrate steam pressure transducers. Backup PLC recipes to USB.
Semi-Annual
Inspect hydraulic clamping cylinder for seal wear. Replace water-ring vacuum pump seal. Recalibrate load cells. Verify ejector pin alignment (±0.1mm spec). Re-apply mold-release coating per OEM schedule.
Annual
Major overhaul: replace hydraulic cylinder seals (5,000h spec), service Siemens PLC battery, recertify pressure-relief safety system, update PLC firmware per Siemens advisories, refresh operator training including quick-change mold procedure.
Safety Features
CE certification per EN 60204-1 + EN ISO 13849-1 PLd for safety-related control systems
Pressure-relief valve on steam chamber at 0.18 MPa setpoint (2× operating pressure)
Hydraulic safety interlock prevents steam injection until 25-ton clamping force achieved
Two emergency-stop mushrooms (operator panel + machine side) — Category 0 stop within 100ms
Mold-open safety guard prevents operator hand-trap during clamping cycle
Vacuum pressure relief prevents implosion if condenser blockage occurs
Thermal cutoff in electrical cabinet (>60°C) — auto-shutdown logged for audit
Product-ejection clearance sensor halts ejector if foreign object detected in discharge path
Live Footage
See This Machine Running
Real ChinaEps production line footage from customer factories — not stock video.
The questions buyers ask most often before placing an order.
How is the SM-1200 different from the BM-1400 block-molding machine?
Three categories of difference. (1) Output: SM-1200 makes finished-shape products (fish boxes, cooler boxes, packaging inserts) ready for sale; BM-1400 makes blocks that need a downstream cutting step. (2) Mold: SM-1200 uses custom cavity inserts (one per product SKU); BM-1400 uses one standard block cavity. (3) Cycle: SM-1200 60-150 seconds per part; BM-1400 5-7 minutes per block. Use SM-1200 for finished-shape packaging and consumer products; use BM-1400 for cut-to-size insulation and geofoam.
What products can be made on a single SM-1200, and how long does mold changeover take?
Any finished EPS shape that fits within the 1,200×1,000×350mm work envelope. Common: fish boxes, cooler boxes, fruit-tray inserts, helmet liners, automotive bumper inserts, refrigerator cushions. Mold changeover 4-6 hours with the quick-change locking system. Most customers run 3-8 different SKUs per machine.
How are custom molds designed and made — what is the lead time?
Customer provides 3D CAD file (STEP or IGES format) of the desired finished product, or a physical sample we can reverse-engineer. ChinaEps engineering does mold design (1-2 weeks), customer approves, then mold manufacturing (4-6 weeks). Total custom mold lead time 6-8 weeks. Cast aluminum is standard; cost varies Contact us for pricing depending on product complexity.
What bead density range does the SM-1200 handle, and how does cycle time scale?
15-50 kg/m³ density range. Lower density (15-20 kg/m³ — typical for fish boxes and lightweight packaging) cycles 60-90 seconds. Mid-density (25-30 kg/m³ — automotive parts) cycles 100-130 seconds. Higher density (40-50 kg/m³ — premium FR-grade) cycles 130-150 seconds.
Can the SM-1200 work with EPP and fast-cycling EPS beads?
Yes — both. EPP requires slightly higher steam pressure (0.10-0.14 MPa) and longer cycles (15-25% more time). Fast-cycling EPS reduces cycle time 20-30% — particularly attractive for high-volume cooler-box producers. Mold material (aluminum) and clamping system are compatible with all bead types.
What is the steam boiler requirement?
Minimum 0.5 ton/h steam boiler at 0.15 MPa working pressure. Most customers run a 1.0 ton/h boiler to cover SM-1200 + upstream PE-1400 pre-expander + downstream operations. ChinaEps can quote the matching boiler + softener + condensate-return system.
Can the SM-1200 ship to 220V/60Hz markets?
Yes — factory build option. We swap hydraulic pump motor, vacuum pump motor, contactors, and VFD to 220V/60Hz equivalents. PLC and HMI are voltage-flexible. No price difference; 2-3 week lead time adjustment.
How many pieces per day, and how does that scale with product type?
At 90-second cycles (typical fish boxes): 40 cycles/hour × 8 hours = 320 cycles per shift. Multi-cavity molds (4-up or 6-up for small products) push this to 1,200-2,000 pieces/shift. Double-shift operation reaches 24,000+ pieces/day on small products like fruit-tray inserts.
What is the integration path with PE-1400 and downstream operations?
Standard line: PE-1400 → aging silo (24-72h) → SM-1200 → automated stacker (ST1200) → wrapping machine (SPLM). The SM-1200 PLC has analog/digital I/O for upstream/downstream handshaking. Most line integrations complete in 5-7 days on-site.
What is the operator training requirement?
Two options: (1) factory training in Qingdao for 2-3 days during pre-shipment testing (you cover travel); (2) on-site training for 3-5 days during commissioning (you cover travel + accommodation). Training covers PLC recipe management, mold changeover, troubleshooting common defects, and maintenance schedule. Materials in EN / ZH / ES / PT / FR / RU / AR.
Is the SM-1200 the same as a thermocol making machine?
Yes. "Thermocol" is the common name for EPS (expanded polystyrene) in India and South Asia, so a thermocol making machine and an EPS shape molding machine are the same equipment. The SM-1200 covers the full thermocol product range — disposable tableware, sheets, boxes, and decorative items. We ship to thermocol manufacturers across India, Bangladesh, Sri Lanka, and Nepal with CE certification and a 5-year warranty.
Can the SM-1200 make thermocol plates, cups, and dona?
Yes. The SM-1200 thermocol making machine produces thermocol plates, cups, dona (disposable bowls), trays, and boxes by steam-fusing EPS beads in custom aluminium molds. A single SM-1200 with a multi-cavity dona/plate mold produces 200-400 thermocol items per hour; swap molds in under 45 minutes to switch between thermocol plate making, cup making, and dona making on the same machine. We supply the complete thermocol plate making machine line — pre-expander, SM-1200 shape molder, and your choice of plate, cup, or dona molds.
Siap Membangun Lini Produksi EPS/EPP Anda?
Dapatkan solusi turnkey yang disesuaikan — harga kompetitif, teknologi teruji, dan dukungan purnajual penuh dari tim teknik kami.