Станок резки CNC EPS — eps cutting lines by ChinaEps, CE certified.
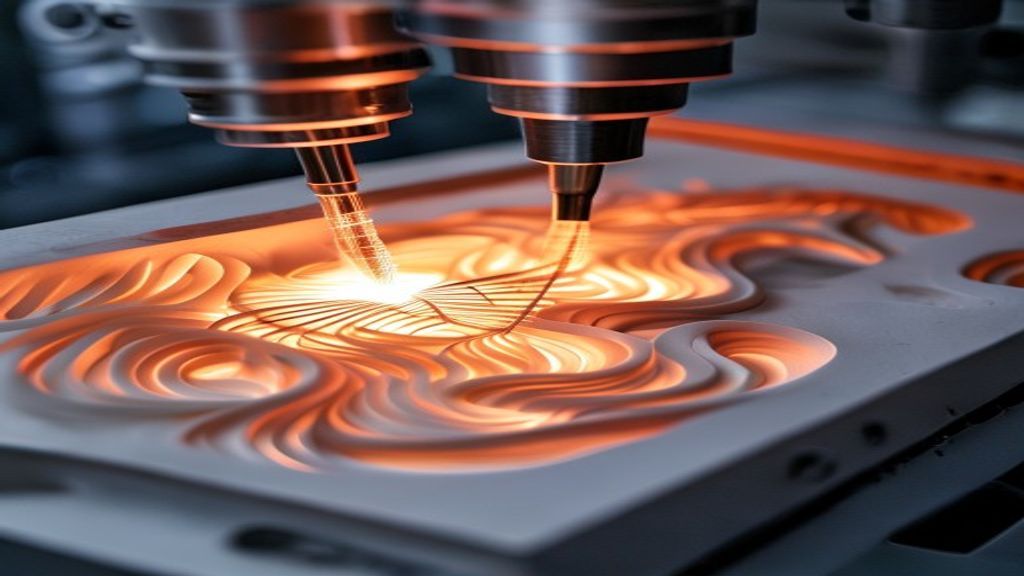
Станок резки CNC EPS обеспечивает прецизионную резку горячей проволокой под компьютерным управлением для сложных 2D- и 3D-форм из пенополистирола EPS. Идеален для архитектурных декораций, индивидуальной упаковки и изготовления прототипов, где стандартные линии резки не могут обеспечить требуемые формы.
Ключевые характеристики
Type
CNC Hot Wire Cutting (2D + limited 3D contour)
Control
Industrial CNC controller (FANUC or SYNTEC equivalent)
Workpiece Material
EPS / EPP / XPS / PU foam (12-45 kg/m³)
X-axis Travel
2,000-4,000 mm (customizable)
Сертифицировано CE и ISO 9001 Гарантия 5 лет Технический ответ за 24 ч
Industrial CNC controller (FANUC or SYNTEC equivalent)
Workpiece Material
EPS / EPP / XPS / PU foam (12-45 kg/m³)
X-axis Travel
2,000-4,000 mm (customizable)
Y-axis Travel
1,000-2,000 mm
Z-axis Travel
500-1,200 mm
Position Accuracy
±0.1 mm
Repeatability
±0.05 mm
Cutting Speed
50-500 mm/min (contour-dependent)
Min Cutting Radius
5 mm (with 0.3mm wire)
Cutting Wire
0.3-0.5mm nichrome, replaceable
Drive System
Servo motors + ball screws on all axes
CAD/CAM Software
Bundled industry-standard DXF/G-code import
Voltage
380V / 50Hz (220V / 60Hz on request)
Total Power
6-10 kW (depending on size)
Machine Weight
1,800-3,500 kg
* Технические характеристики могут изменяться без предварительного уведомления. Свяжитесь с нами для получения актуальных данных.
Какие задачи решает эта машина
Три производственные проблемы, устраняемые этой машиной — с инженерно обоснованными и измеримыми решениями.
Проблема
Standard hot-wire continuous cutters (SPQ, SPB) can only do straight cuts — they cannot produce the decorative Roman columns, cornices, or custom packaging contours that command 3-5× the price of straight-cut sheets.
Как машина её решает
CNC-EPS uses servo-driven X/Y/Z axes + a single 0.3mm hot wire that traces any 2D contour or limited 3D profile from a DXF or G-code file. Cuts complex architectural and packaging shapes a standard cutter cannot do.
Проблема
Stepper-motor hobbyist CNC foam cutters drift over long traverses, accumulate backlash, and cannot maintain repeatability for production runs — fine for one-offs but not for paying customers.
Как машина её решает
Industrial CNC controller drives servo motors + ball screws on every axis. ±0.05mm repeatability across the full 4,000mm × 2,000mm × 1,200mm envelope. Production-grade for repeating customer orders.
Проблема
Custom-shape EPS production usually means hand-cutting with template-and-router or sloppy CNC — both produce variable quality that fails QC and frustrates buyers of premium architectural products.
Как машина её решает
CAD/CAM workflow: design in standard software, export DXF or G-code, import to HMI, preview the toolpath, run the cut. Vacuum hold-down keeps lightweight EPS stable. Quality is consistent from piece 1 to piece 1000.
Inside the Machine — Core Components
Eight engineered subsystems that make this cutting line production-grade. Each component is sourced, built, and tested for industrial duty cycles.
1. Aluminum Gantry Frame & Workbench
Function
Provides the rigid X-Y-Z reference frame for servo-driven precision cutting. Aluminum extrusion is light enough for high-speed traverse but rigid enough to hold ±0.05mm repeatability.
Engineering Details
Industrial-grade 80×160mm aluminum extrusion with reinforced corners. X-axis travel 2,000-4,000mm, Y-axis 1,000-2,000mm, Z-axis 500-1,200mm. Adjustable feet for site-leveling; full frame footprint visible from any angle for visual inspection.
2. Industrial CNC Controller
Function
Brain of the machine. Reads G-code, drives the servo axes, manages the cutting wire temperature, and provides operator HMI for job setup and monitoring.
Engineering Details
FANUC-equivalent industrial controller (or SYNTEC depending on regional service support). 8" color HMI with toolpath preview. Network port for direct CAD/CAM file transfer. Recipe storage for common profiles (Roman columns, cornices, packaging insert library).
3. Hot Wire Cutting Head & Z-Axis
Function
The actual cutting element — a single 0.3-0.5mm nichrome wire stretched between two upper anchor points. The Z-axis lifts and lowers the head for multi-pass and 3D contour work.
Engineering Details
0.3mm wire for fine detail (5mm min radius); 0.5mm for higher-volume production. Temperature regulated to ~250°C via PID loop on cutting current. Active cooling fans at wire anchor points prevent terminal melting. Z-axis travel 500-1,200mm with ±0.1mm positioning.
4. Servo Motors & Ball-Screw Drives
Function
Position the cutting head with industrial precision. Servo drive on every axis eliminates the backlash and skipped-steps that plague stepper-driven hobbyist machines.
Engineering Details
Yaskawa or Mitsubishi servo motors (400-800W per axis) with absolute encoders. Precision-ground ball screws (C5 grade or better) for backlash-free positioning. Mechanical brake on Z-axis prevents drop on power loss.
5. Vacuum Hold-Down Table
Function
Secures lightweight EPS / EPP foam blanks to the worktable without clamps or jigs. Critical for fine-detail cutting where any workpiece movement = ruined part.
Engineering Details
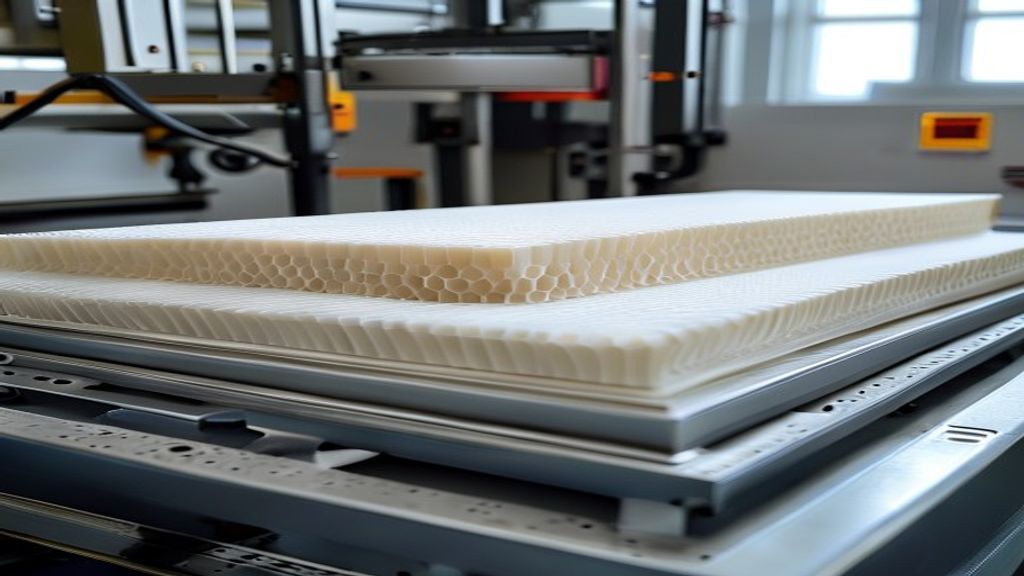
Aluminum honeycomb table surface with thousands of vacuum suction holes. 7.5 kW vacuum pump pulls workpiece flat. Zone-control valves let operator activate only the table area in use. MDF spoilboard insert protects the table surface from accidental wire contact.
6. CAD/CAM Software & PC Workstation
Function
The design-to-machine pipeline. Operator imports CAD files (DXF, STL, IGES), generates the cutting toolpath, simulates the cut, and exports G-code to the CNC controller.
Engineering Details
Bundled industry-standard CAM software with EPS-cutting templates pre-loaded. Supports DXF, STL, IGES, G-code import. Visual toolpath simulator catches collisions before machining. Library of common architectural profiles (Roman columns, cornices, baseboards) ships with the machine.
7. Linear Rails & Guideway System
Function
Constrain the gantry and cutting head to precise X-Y-Z motion. Hardened linear rails handle the dynamic loads of high-speed traverse without flex or wear.
Engineering Details
THK or HIWIN linear guideways on all three axes — same hardware grade as CNC machining centers. Rated for 50,000+ km of travel before service. Sealed against EPS dust ingress. Lubrication ports for routine maintenance (NLGI-2 grease every 6 months).
8. Safety Enclosure & Light Curtain
Function
Encloses the working area with operator-visible barriers and emergency stop circuitry. Optional light curtain enables unattended-cell production (run a job overnight without an operator on duty).
Engineering Details
Aluminum-framed safety enclosure with clear acrylic panels for full visibility. E-stop on operator side. Door interlock cuts servo power within 100ms when opened during run. Optional Type 4 light curtain (IEC 61496-1) for unattended operation. CE certified per EN 60204-1.
Принцип работы
CNC-EPS is a 3-axis (or optional 4-axis) servo-driven gantry-style hot-wire cutter. Workflow: design in CAD → export DXF or G-code → import to HMI → place foam blank on vacuum table → preview toolpath → run. The hot wire traces the programmed contour while the foam stays still on the vacuum-held table.
Step 1
1. Design in CAD
Designer creates the 2D profile or 3D shape in any standard CAD software (AutoCAD, SolidWorks, Rhino, Fusion 360). Export as DXF (2D) or G-code (3D contour). Common profiles ship in the bundled library.
Step 2
2. Import + Preview on HMI
Operator loads the file via USB or network. The HMI renders the toolpath visually so the operator can verify the cutting sequence, depth of cut, and traverse moves before pressing start. Estimated cutting time displays automatically.
Step 3
3. Foam Blank Loading
EPS blank (or EPP / XPS / PU) is placed on the vacuum hold-down table. Vacuum pump activates; foam is locked to the table surface — no clamps needed, even on irregular blanks.
Step 4
4. CNC Hot-Wire Contour Cut
Single 0.3-0.5mm nichrome wire heats up to ~250°C. Servo-driven X/Y/Z axes guide the wire along the programmed toolpath. Real-time temperature compensation adjusts wire current as cutting speed changes through corners and curves.
Step 5
5. Finished Piece De-Mounting
Vacuum releases; operator lifts the finished piece off the table. Cycle time depends on contour complexity — typical 5-15 minutes per decorative column or 1-3 minutes per packaging insert.
Подтверждённые инженерные преимущества
Каждое преимущество подкреплено измеримыми характеристиками — никаких маркетинговых утверждений без данных.
Position Accuracy
±0.1 mm
против stepper hobbyist CNC: ±0.5-1.0 mm
Industrial CNC controller + servo motors + ball screws hold ±0.1mm positioning anywhere in the work envelope. Repeatability is even tighter at ±0.05mm.
Min Cutting Radius
5 mm
против standard hot-wire frame: cannot do tight radii
A 0.3mm wire can trace down to 5mm inside radius — opens up applications like packaging inserts and decorative profiles that standard cutters cannot do.
Travel Speed Range
50-500 mm/min
против manual contour cut: 20-100 mm/min
Servo drives ramp speed up on straight runs and slow down through tight corners automatically — productivity matches contour complexity.
Repeatability (Production)
±0.05 mm
против manual template + router: ±0.5-1.0 mm
Critical when a customer orders 1,000 identical decorative columns or packaging inserts — every piece is dimensionally identical, no manual variation.
Supported Workpiece Size
4,000 × 2,000 × 1,200 mm
против hobbyist CNC: 1,000 × 600 × 400 mm
Large work envelope handles full-size architectural columns and pattern blanks for industrial casting — not just small craft pieces.
Реальные производственные применения
Где эта машина работает на реальных заводах.
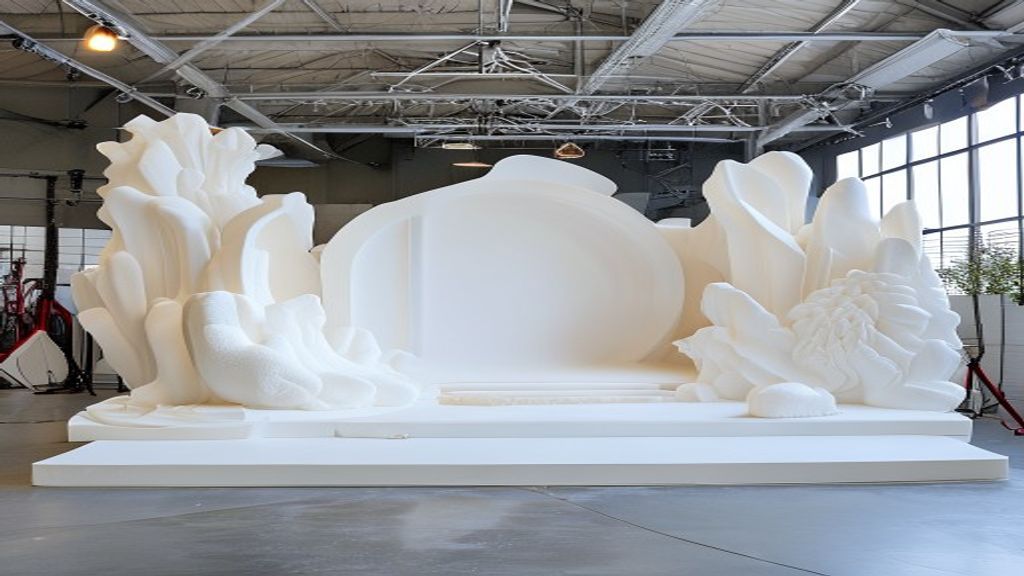
Architectural decorative profiles — Roman columns, cornices, baseboards, ceiling roses for EIFS façade systems
Custom packaging inserts with contoured cavities for electronics, medical devices, and high-value industrial goods
EPS signage and 3D letterforms for advertising agencies, exhibition booths, and storefronts
Foam props for film, theater, weddings, and event production — architectural shapes, themed decorations, large prop pieces
Industrial pattern and mold-making prototypes for foundries, rapid prototyping, and architectural scale models
Decorative EIFS trim profiles — works alongside the SPQ/SPB for building façade systems
Конфигурация машины
Промышленные компоненты от ведущих мировых брендов — каждая деталь отслеживается.
Компонент
Бренд / Спецификация
Подробности
CNC Controller
FANUC 0i-MF or SYNTEC 6MA-E
Industrial 3-axis (4-axis optional) controller with 8" HMI and G-code recipe library
Servo Motors
Yaskawa Σ-7 / Mitsubishi MELSERVO J5
400-800W per axis with absolute encoders; ±0.05mm repeatability
7.5 kW oil-free pump for hold-down table; zone-control valves
Кейсы клиентов
Подробности о клиенте предоставляются по запросу.
UAEГод: 2024
Конфигурация
CNC-EPS 4000 × 2000 × 800mm work envelope + supporting CAD/CAM workflow for architectural façade contractor
Результат
Produced 350 sqm of Roman-column and cornice EIFS profiles for a luxury residential project in 8 weeks. Replaced manual hand-cutting; piece-to-piece variation cut from ±5mm to ±0.3mm; reduced labor cost by 65%.
Switched 12 SKUs of custom packaging inserts from manual cutting to CNC. Cycle time per insert dropped from 8 minutes to 1.5 minutes; rejection rate from 6% to under 1%; took on 2 new customers within first year of operation.
Maintenance & Safety
A clear schedule keeps the line running. Built-in safety systems protect operators and product alike.
Maintenance Schedule
Daily (every shift)
Clean EPS dust from cutting head, vacuum table, and rails. Inspect cutting wire for nicks; replace if showing > 20% diameter loss. Check vacuum pump operation (~7.5 kW idle). Verify cooling fans on wire-end anchors.
Weekly
Lubricate linear rails and ball screws (THK/HIWIN spec — NLGI-2 grease). Re-tension cutting wire. Clean CAD/CAM PC and HMI displays. Backup G-code library and active job files. Verify e-stop function on every machine cycle.
Monthly
Verify positioning accuracy on calibration block (±0.1mm spec). Inspect servo encoder cables for chafing. Service vacuum pump filter. Check electrical cabinet for loose terminals; torque to 4 Nm. Replace cutting wire if used heavily on fine-detail work.
Semi-Annual
Full geometric re-survey of gantry (laser alignment). Replace pneumatic seals and vacuum hose fittings. Backup HMI recipe and CAD/CAM library to external drive. Re-certify safety circuit per EN 60204-1.
Annual
Major service: replace cutting wire stock, re-inspect linear guideway condition, replace ball-screw wiper seals, update CAD/CAM software per vendor releases, refresh operator-training including new G-code features.
Safety Features
CE certification per EN 60204-1 (machinery electrical safety) and EN ISO 13849-1 (safety control systems)
Aluminum-framed safety enclosure with clear acrylic panels — full visibility of the cutting zone
Door interlock cuts servo power within 100ms when opened during run; auto-pause keeps job position
Emergency stop mushrooms on operator station and machine side — Category 0 stop with 250ms full halt
Optional Type 4 light curtain (IEC 61496-1) for unattended-cell production
Wire temperature monitoring with automatic shutdown if current exceeds 130% nominal
Vacuum-table pressure switch alarms operator if hold-down loses pressure mid-cut
Z-axis mechanical brake prevents head drop on power loss
Product FAQ
The questions buyers ask most often before placing an order.
How is CNC-EPS different from the SPQ-B and SPB-Q cutting lines?
Three categories of difference. (1) Geometry: CNC-EPS cuts any 2D contour and limited 3D profiles; SPQ/SPB only cut straight lines (horizontal, vertical, cross-cut). (2) Volume: CNC-EPS does 30-200 pieces/day of custom shapes; SPQ/SPB do 12-25 tons/day of standard sheets. (3) Pricing: CNC products command 3-5× the price per piece of standard sheets. Use SPQ/SPB for commodity insulation; use CNC-EPS for architectural decoration, packaging inserts, and signage.
Can the CNC-EPS do true 3D shapes, or only 2.5D contours?
It does 2.5D (a contour that extrudes through the foam, like a Roman column profile that's the same all the way through) very well, and limited 3D (where the wire angle changes mid-cut) on the 4-axis configuration. For true 3D sculpting (e.g., complex statues with overhangs), you need a 5-axis machine plus router head, which is not in our product line. Most of our customers run 2.5D — that's where the EPS architectural and packaging market is.
What software is bundled, and do I need to license CAD separately?
Bundled: FoamCut (or equivalent) CAM software for toolpath generation — license included with the machine. You provide your own CAD software for design (AutoCAD, SolidWorks, Rhino, Fusion 360 — any standard package). The CAM software imports DXF, STL, IGES, and standard G-code, so it works with whatever you already use.
How long does a typical architectural column take to cut?
A 2.5m-tall Roman column with 4 flutes and capital details typically takes 8-15 minutes of cutting time, plus 2-3 minutes for setup. So you can do 30-50 columns per day on a single shift. Simpler cornices and baseboards run 1-3 minutes per piece — 200-400/day.
What's the minimum cutting radius I can achieve?
With the 0.3mm wire: 5mm inside radius. With the 0.5mm wire (more durable, faster cutting): 10mm inside radius. Below 5mm you start running into wire-tension issues. For tighter detail you would need a CNC router head — that's a different machine class.
Can I cut EPP, XPS, or PU foam in addition to EPS?
Yes — all three. EPP cuts cleaner than EPS (higher density, less crumble). XPS cuts well but slower. PU foam cuts OK but produces strong fumes — make sure ventilation is rated for PU off-gassing if you'll do high volumes. Density range 12-45 kg/m³ across all materials.
Does the CNC-EPS support 220V/60Hz markets (US, parts of Latin America)?
Yes — factory build option. We swap the servo drives, controller voltage taps, and vacuum pump motor to 220V/60Hz equivalents. No price difference; 2-week lead time adjustment.
How long does the cutting wire last, and what's the replacement procedure?
Wire life: 200-400 hours depending on cut complexity. Fine-detail jobs with lots of tight corners shorten life; long straight runs extend it. Replacement is a 5-minute job: open the enclosure, release wire tension, swap the wire spool, re-tension with the supplied torque gauge. Spare wire stock ships with every machine — 500m for the first year.
Is operator training included? In what language?
Two options: (1) factory training in Qingdao for 3 days during pre-shipment testing (you cover travel); (2) on-site training at your facility for 5 days (you cover travel + accommodation). Training covers G-code basics, CAD/CAM workflow, common-profile library, and maintenance. Materials and HMI available in EN / ZH / ES / PT / FR / RU / AR.
How is the CNC-EPS shipped, and what's the floor-space requirement?
Ships in 1× 40HQ container (gantry disassembled into 4 sections, electrical cabinet separate). Floor space for the typical 3000×1500mm work envelope: 5m × 3m machine footprint + 2m service clearance on each side = ~7m × 5m installation area. Power: single 32A 380V (or 50A 220V) circuit. Air: 6 bar compressed air supply.
Build a Complete EPS Line
This machine integrates into the full ChinaEps production flow — upstream, downstream, and auxiliary equipment from one supplier.
Готовы построить свою линию по производству EPS/EPP?
Получите индивидуальное решение «под ключ» — конкурентные цены, проверенные технологии и полное послепродажное обслуживание от нашей инженерной команды.