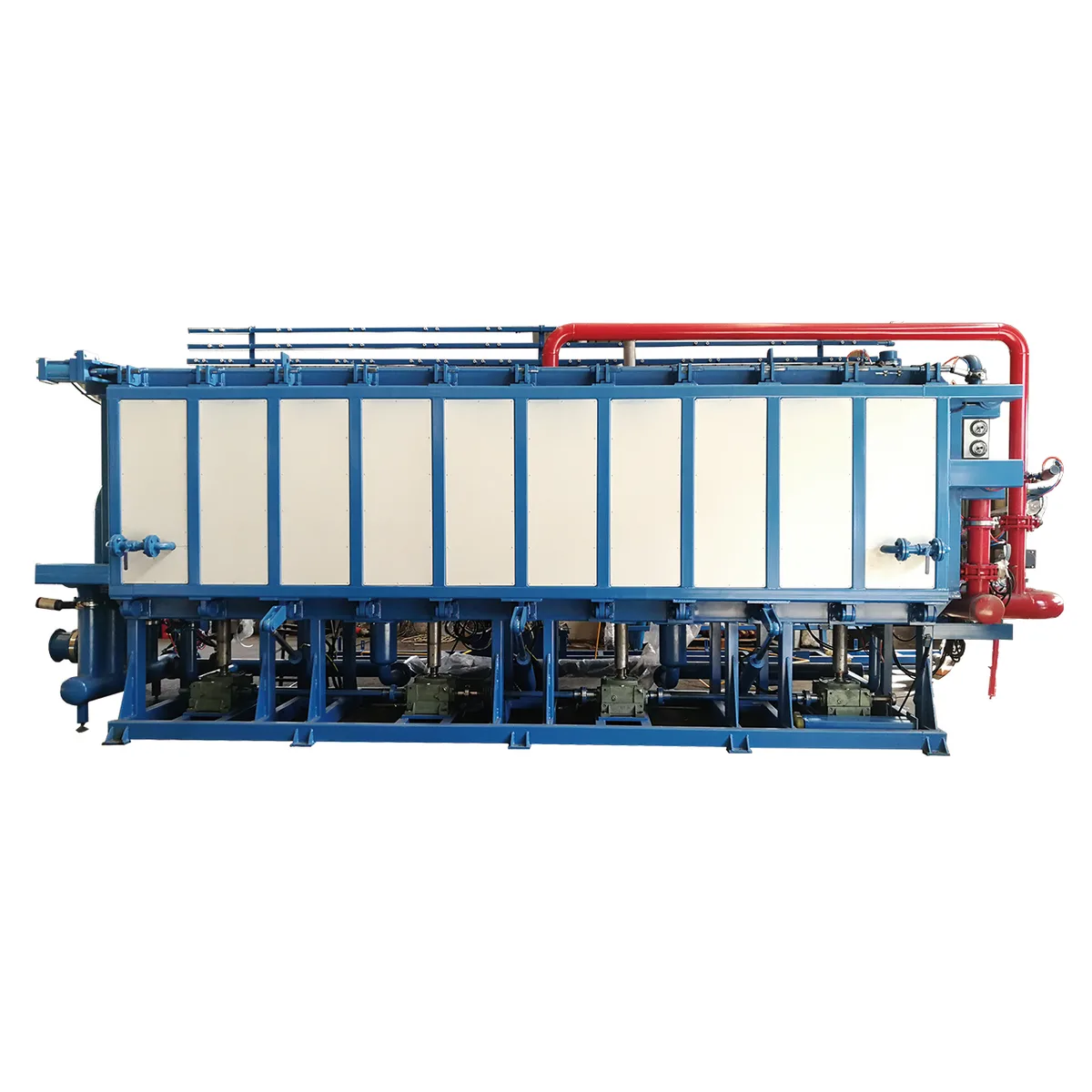
Автоматическая блок-формовочная машина BM-1400 — eps block molding machines by ChinaEps, CE & ISO 9001 certified.
BM-1400 — автоматическая блок-формовочная машина EPS среднего класса, которая спекает паром предварительно вспененные гранулы в крупные пенопластовые блоки для нарезки на листы и панели. Производит блоки до 1 400 x 800 x 400 мм со временем цикла 5-7 минут, регулируемой плотностью 8-30 кг/м³ и энергоэффективным распределением пара. Идеальна для средних производителей теплоизоляционных плит, упаковочных материалов и геопенопластовых блоков.
Ключевые характеристики
Block Size (L×W×H)
1,400 × 800 × 400 mm
Output Capacity
8-12 blocks/hour (density dependent)
Cycle Time
5-7 min
Steam Pressure
0.08-0.12 MPa
Сертифицировано CE и ISO 9001 Гарантия 5 лет Технический ответ за 24 ч
* Технические характеристики могут изменяться без предварительного уведомления. Свяжитесь с нами для получения актуальных данных.
Какие задачи решает эта машина
Три производственные проблемы, устраняемые этой машиной — с инженерно обоснованными и измеримыми решениями.
Проблема
Циклы блочного формования по 18-25 минут ограничивают суточный выпуск до 30-40 блоков на машину
Как машина её решает
BM-1400 с вакуумным охлаждением и двойными паровыми камерами сокращает цикл до 8-12 минут; выпуск возрастает до 80-120 блоков/сутки в две смены.
Проблема
Разброс плотности внутри одного блока снижает выход продукции при последующей резке
Как машина её решает
Многозонный впрыск пара (8 портов с независимым управлением) и равномерная вакуумная сушка обеспечивают однородность плотности ±1,5% сверху донизу — выход при резке улучшается на 6-9 процентных пунктов.
Проблема
Утечки и поломки гидравлического зажима приводят к незапланированным простоям
Как машина её решает
Импортная гидравлическая система Yuken, двухконтурное аварийное управление и круглосуточная удалённая диагностика снижают незапланированные остановки до менее 8 часов в год на машину.
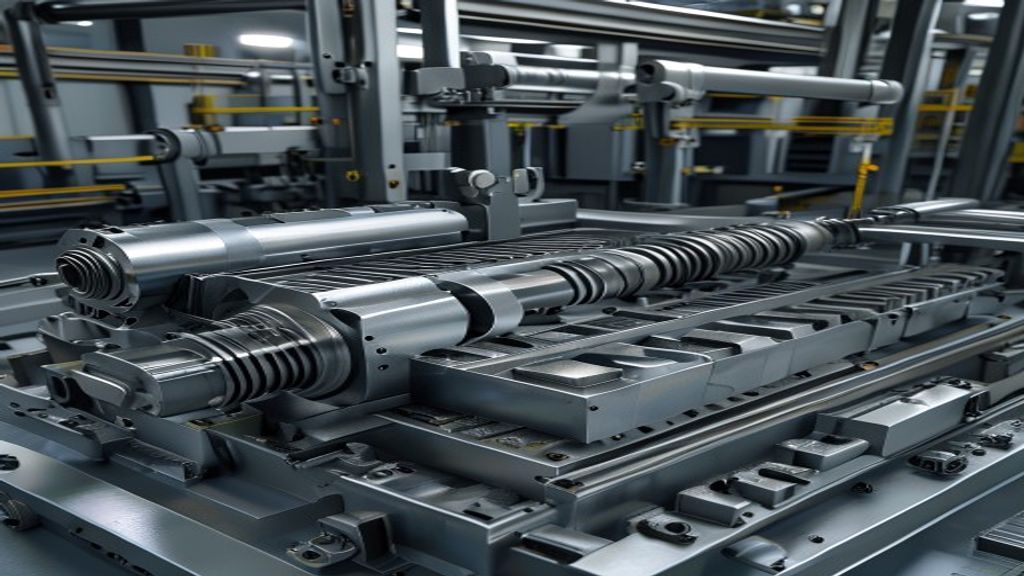
Inside the Machine — Core Components
Eight engineered subsystems that make this cutting line production-grade. Each component is sourced, built, and tested for industrial duty cycles.
1. Mold Chamber (1,400×800×400mm Cavity)
Function
The main block-forming chamber where pre-expanded beads are steam-fused into solid EPS blocks. The 1,400×800×400mm cavity produces blocks sized for downstream SPQ-B cutting into standard insulation sheets.
Engineering Details
Stainless steel walls with integrated steam jacket for uniform heating. Quick-change cavity insert design — switching from standard block to ICF cavity takes 4-6 hours. Removable steam-screens line the inner walls for easy cleaning.
2. Hydraulic Mold Clamping System (200-ton)
Function
Closes the mold under sufficient force to contain steam pressure during the fusion cycle. 200-ton clamping force prevents flash and ensures uniform block density edge-to-edge.
Engineering Details
Twin hydraulic cylinders rated 200 tons. Closing speed 60-90 mm/s (gentle approach + final crush). Pressure-hold during steam phase prevents flash escape. Safety interlock prevents steam injection until full clamping pressure achieved.
3. Steam Chest & Perforated Injection Plates
Function
Distributes saturated steam through perforated plates on both sides of the mold cavity. Uniform steam distribution is what makes the block density consistent — uneven steam = soft spots and yield loss.
Engineering Details
316 stainless steel perforated plates with engineered hole pattern (0.8mm holes on 6mm centers). Working pressure 0.08-0.12 MPa. Independent steam control per side — operator can compensate for one-sided mold wear without recalibrating both chests.
4. Water-Ring Vacuum Cooling System
Function
Pulls vacuum on the mold cavity to evaporate residual moisture from the block surface. Vacuum cooling is 30% faster than air cooling — directly translates to higher cycle throughput.
Engineering Details
Built-in 11 kW water-ring vacuum pump (Becker or Edwards equivalent). Vacuum tank acts as buffer for quick cycle pulldown. Reaches 0.06 MPa absolute pressure within 60-90 seconds. Cuts total cycle time from 7-8 minutes (air cool) to 5-7 minutes.
5. Automatic Bead Filling System
Function
Loads pre-expanded EPS beads into the mold cavity with air-assist for uniform distribution. Uniform fill density is what makes the finished block density uniform — corner voids and density gradients come from fill problems, not steam problems.
Engineering Details
Pneumatic gun-style fill nozzles (4-6 per mold depending on cavity size). Air-assist pressure 0.3-0.5 MPa adjustable on HMI. Material level sensors confirm fill completion. Anti-static design prevents bead clumping in the fill hopper.
6. Siemens PLC + HMI Control
Function
Supervises the full molding cycle (fill → steam → vacuum cool → eject) with recipe-based control. Stores density and product recipes for quick changeover between SKUs.
Engineering Details
Siemens S7-1200 PLC + 10" Weintek HMI. Recipe library for 20+ block density variants. USB recipe export; optional Ethernet/IP for MES integration. Local fault log retains 1,000 events. Multi-user accounts (operator/supervisor/maintenance) with audit trail.
7. Block Ejection & Pusher System
Function
Pushes the freshly molded block out of the mold cavity onto the discharge conveyor. Smooth ejection without damaging the freshly fused block — over-aggressive ejection causes surface tearing.
Engineering Details
Hydraulic pusher with adjustable speed (slow start + fast finish). Block transferred onto pneumatic discharge conveyor or roller bed. Inner mold release coating reduces ejection force. Pusher position sensors confirm clean ejection before next fill cycle starts.
8. Water Spray Cooling System
Function
Sprays a fine cooling water mist on the molded block during vacuum cooling. Speeds heat extraction from the block core, which is what limits cycle time on dense (25-30 kg/m³) blocks.
Engineering Details
316 stainless steel spray nozzles arranged around mold interior. Water flow rate 8-15 L/min (adjustable). Closed-loop water filtration prevents nozzle clogging. Combined with vacuum, achieves 30% faster cycle vs air-only cooling on dense blocks.
Принцип работы
BM-1400 — блокоформовочная машина с горизонтальной загрузкой. Предварительно вспененные гранулы EPS пневматически загружаются в алюминиевую полость объёмом 6 м³; многозонный пар сплавляет гранулы в монолитный блок; вакуумная сушка удаляет влагу; гидравлический зажим раскрывается для извлечения. Размер 1400 мм соответствует ширине поперечного сечения блока.
Step 1
1. Загрузка гранул
Пневматический транспорт из силоса созревания; равномерное заполнение через 8 распределительных форсунок.
Step 2
2. Подача пара
Многозонные паровые камеры сплавляют гранулы при 0,10-0,16 МПа в течение 4-6 минут.
Step 3
3. Вакуумная сушка
Вакуумный насос удаляет остаточную влагу; блок стабилизируется по размерам.
Step 4
4. Охлаждение
Стенки камеры с водяным охлаждением снижают температуру поверхности блока до уровня менее 60 °C за 2-3 минуты.
Step 5
5. Извлечение
Гидравлический зажим раскрывается; пневматический выталкиватель подаёт блок на выходной конвейер.
Подтверждённые инженерные преимущества
Каждое преимущество подкреплено измеримыми характеристиками — никаких маркетинговых утверждений без данных.
Время цикла
8-12 minutes
против industry typical 18-25 min
Вакуумное охлаждение и многозонный пар сокращают цикл вдвое относительно устаревших блокоформовочных машин.
Однородность плотности
±1.5%
против industry typical ±3-5%
Допуск плотности сверху донизу — выше выход при резке, меньше брака.
Расход пара
60-80 kg/m³ block
против industry typical 100-130 kg/m³
На 40% меньше пара на кубический метр готового блока.
Выпуск
80-120 blocks/day
против two-shift
Один BM-1400 рассчитан на заводы готовых блоков мощностью 30-50 т/сутки.
Реальные производственные применения
Где эта машина работает на реальных заводах.
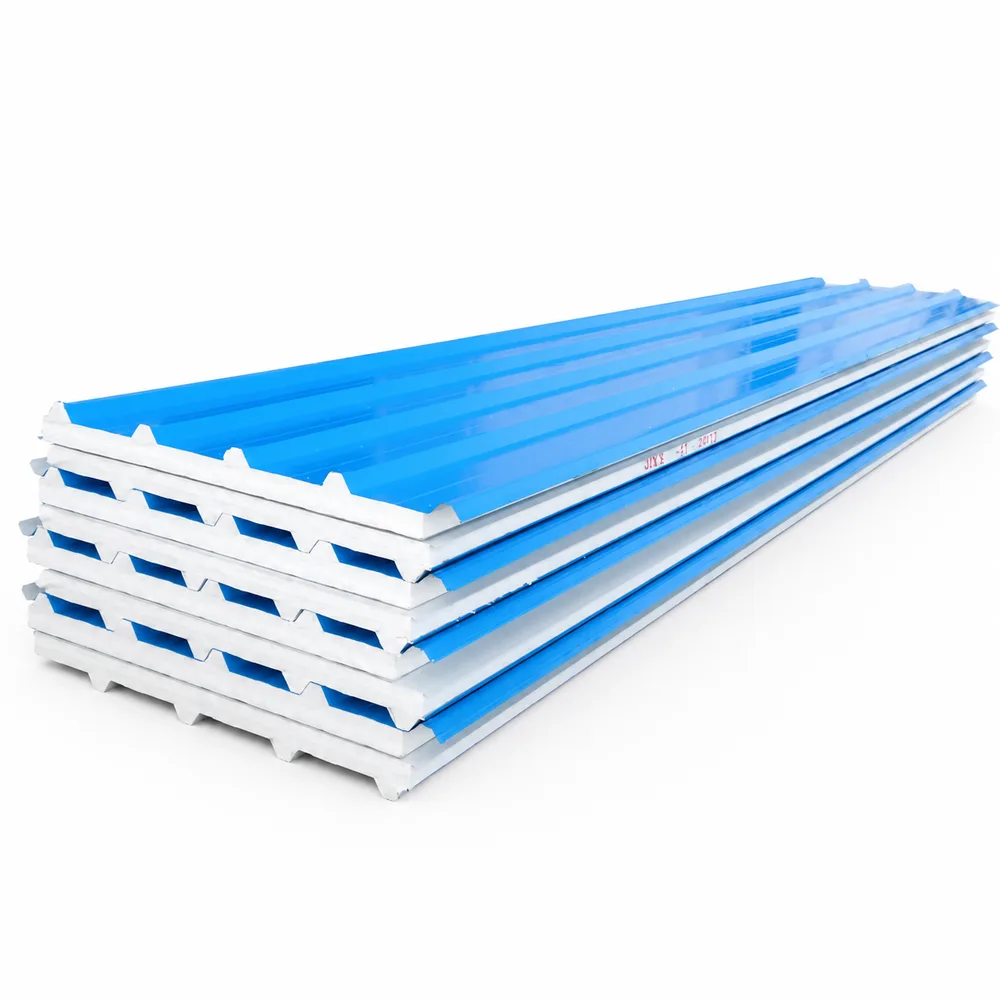
EPS insulation board production — primary feed for SPQ-B / SPB-Q cutting lines (EIFS/ETICS façade systems)
Cold storage panel block production at 18-25 kg/m³ density for refrigerated warehouses
Geofoam blocks for road embankment and bridge approach construction — uniform-density structural EPS
Packaging block production for cutting into custom inserts for electronics and appliance industries
ICF (Insulated Concrete Form) block production for residential construction — common in Russia / Egypt / South America
Integrated EPS line: BM-1400 receives aged beads from PE-1400 and feeds finished blocks to SPQ-B cutting
Конфигурация машины
Промышленные компоненты от ведущих мировых брендов — каждая деталь отслеживается.
Компонент
Бренд / Спецификация
Подробности
Контроллер ПЛК
Siemens S7-1500
20+ модулей I/O, многозонное управление паром, хранение рецептур.
Сенсорная HMI-панель
Siemens TP1500
15-дюймовая цветная HMI, отображение профиля плотности блока в реальном времени.
Гидравлическая система
Yuken (Japan)
Рабочее давление 25 МПа, двухконтурное аварийное раскрытие зажима.
Один из топ-3 российских производителей EPS-плит; заменены 4 старых китайских блокоформовочных машины на 2 BM-1400; затраты на энергию снижены на 32%, выход плит увеличен на 8%.
EgyptГод: 2024
Конфигурация
1 × BM-1400 + ICF-форма, 30 т/сутки
Результат
Египетско-саудовское СП производит ICF-блоки для жилого строительства; смена формы на ICF-полость заняла 6 часов.
Maintenance & Safety
A clear schedule keeps the line running. Built-in safety systems protect operators and product alike.
Maintenance Schedule
Daily (every shift)
Inspect mold cavity for bead residue or surface damage. Check steam pressure gauges (0.08-0.12 MPa target). Clean steam-screen perforated plates of bead debris. Verify hydraulic pressure (200-ton spec) at clamping. Test e-stop function.
Weekly
Lubricate hydraulic cylinder seals and pusher mechanism. Inspect water-ring vacuum pump impeller. Check pneumatic fill nozzles for wear. Drain steam condensate from low points. Verify load cell calibration on density-control system.
Monthly
Open mold; clean cavity interior. Inspect steam injection holes for clogging or enlargement (use 0.8mm pin gauge). Service vacuum pump water seal. Recalibrate steam pressure transducers. Test recipe-switching with sample blocks.
Semi-Annual
Inspect hydraulic clamping cylinders for seal wear (200-ton fatigue life). Replace water-ring vacuum pump seal. Inspect spray nozzles for erosion. Verify cooling water filtration system. Recertify safety interlocks per EN ISO 13849-1.
Annual
Major overhaul: replace hydraulic cylinder seals (5,000h spec), service Siemens PLC battery, recertify pressure-relief safety system, update PLC firmware per Siemens advisories, refresh operator training including ICF mold-changeover procedure.
Safety Features
CE certification per EN 60204-1 + EN ISO 13849-1 PLd for safety-related control systems
Pressure-relief valve on steam chest at 0.18 MPa setpoint (2× operating pressure)
Hydraulic safety interlock prevents steam injection until 200-ton clamping force achieved
Two emergency-stop mushrooms (operator panel + machine side) — Category 0 stop within 100ms
Mold-open safety guard prevents operator hand-trap during clamping cycle
Vacuum pressure relief prevents implosion if condenser blockage occurs
Thermal cutoff in electrical cabinet (>60°C) — auto-shutdown logged for audit
Block-ejection clearance sensor halts pusher if foreign object detected in discharge path
Product FAQ
The questions buyers ask most often before placing an order.
How is the BM-1400 different from older Chinese block-molding machines?
Three key differences. (1) Vacuum + water-spray cooling cuts cycle time 30% (5-7 min vs 7-9 min air-only) — directly raises daily output. (2) Siemens PLC with recipe-based control replaces relay/analog logic — density variance ±0.3 kg/m³ vs 1.5-2 kg/m³. (3) Hydraulic 200-ton clamping vs older mechanical/pneumatic — no flash escape, no edge defects. Net: 30-40% higher productivity per machine + lower energy cost per finished block.
What block size does the BM-1400 produce, and can it be changed?
Standard block 1,400 × 800 × 400 mm. The cavity is a quick-change insert design — switching to a different block size (e.g., 1,400 × 800 × 600 mm for thicker blocks) or to an ICF cavity takes 4-6 hours with our cavity insert kit. Most factories run one standard cavity year-round.
Can the BM-1400 handle flame-retardant and graphite EPS?
Yes — the mold is rated for standard, FR, and graphite EPS beads up to 30 kg/m³ density. For higher-density FR (30-45 kg/m³) used in premium high-rise insulation, consider the BM-1800 with reinforced platens and additional steam manifold ports.
What is the steam boiler requirement?
Minimum 0.8 ton/h steam boiler at 0.2 MPa working pressure. Most customers run a 1.5-2 ton/h boiler to cover BM-1400 + PE-1400 pre-expander + downstream operations. ChinaEps can quote the matching boiler + softener + condensate-return system.
How long is the mold cavity service life?
Mold cavity stainless steel walls: 10+ years of standard production. Steam-screen perforated plates: 18-36 months depending on bead quality (FR additives accelerate wear). Hydraulic cylinder seals: 5,000+ hours. Spare parts kit ships with every machine covering 18-24 months of consumables.
Can the BM-1400 ship to 220V/60Hz markets?
Yes — factory build option. We swap hydraulic pump motor, vacuum pump motor, contactors, and VFD to 220V/60Hz equivalents. PLC and HMI are voltage-flexible. No price difference; 2-3 week lead time adjustment.
How many blocks per day, and how does that scale with density?
Cycle time 5-7 minutes depending on density. At 6-minute average cycles: 8-10 blocks/hour, 60-80 blocks per single shift. Two-shift operation reaches 120-160 blocks/day = 30-50 tons of finished blocks. Higher densities (25-30 kg/m³) cycle slightly slower; lower densities (8-12 kg/m³) cycle faster.
What is the integration path with PE-1400 pre-expander and SPQ-B cutting line?
Standard integration: PE-1400 → aging silo (24-72h) → BM-1400 → discharge conveyor → SPQ-B cutting line. The BM-1400 PLC has analog/digital I/O for upstream/downstream handshaking — start interlock with aging silo, block-ready signal to SPQ-B. Most line integrations complete in 5-7 days on-site.
What is the operator training requirement?
Two options: (1) factory training in Qingdao for 2-3 days during pre-shipment testing (you cover travel); (2) on-site training for 3-5 days during commissioning (you cover travel + accommodation). Training covers PLC recipe management, density tuning, mold-changeover procedure, troubleshooting. Materials in EN / ZH / ES / PT / FR / RU / AR.
How is the BM-1400 packed and shipped?
Two 40HQ containers fit the BM-1400 + hydraulic power unit + vacuum pump system + spare parts. Mold cavity ships fully assembled (pre-aligned at factory). All steel surfaces oil-coated and shrink-wrapped against salt-air corrosion. Hydraulic system pre-charged with shipping oil; replaced with operating oil during commissioning. Total weight ~10,500 kg.
Build a Complete EPS Line
This machine integrates into the full ChinaEps production flow — upstream, downstream, and auxiliary equipment from one supplier.
Готовы построить свою линию по производству EPS/EPP?
Получите индивидуальное решение «под ключ» — конкурентные цены, проверенные технологии и полное послепродажное обслуживание от нашей инженерной команды.