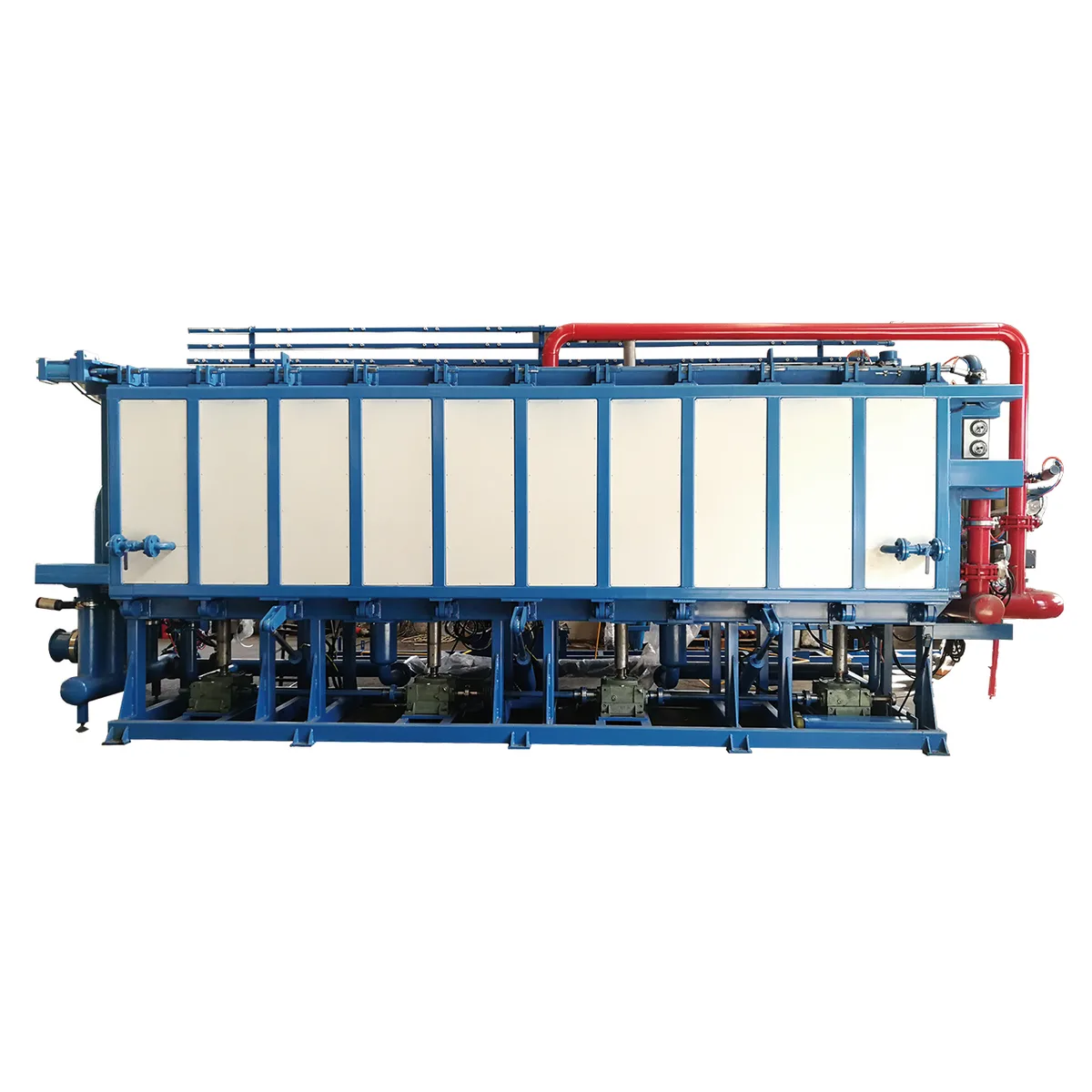
Bloquera Automática BM-1400 — eps block molding machines by ChinaEps, CE & ISO 9001 certified.
La BM-1400 es una máquina automática de moldeo de bloques de gama media que produce bloques de hasta 1.400 × 800 × 400 mm. Su tiempo de ciclo de 5-7 minutos y rango de densidad ajustable la convierten en una opción versátil para la producción de aislamiento de construcción y bloques de embalaje.
Especificaciones Clave
Block Size (L×W×H)
1,400 × 800 × 400 mm
Output Capacity
8-12 blocks/hour (density dependent)
Cycle Time
5-7 min
Steam Pressure
0.08-0.12 MPa
Certificado CE e ISO 9001 Garantía de 5 Años Respuesta Técnica en 24h
* Las especificaciones están sujetas a cambios sin previo aviso. Contáctenos para obtener los datos técnicos más recientes.
Lo Que Esta Máquina Resuelve
Tres problemas de producción eliminados por esta máquina — con soluciones diseñadas y medibles.
El Problema
Los ciclos de Moldeo de Bloques de 18-25 minutos limitan la producción diaria a 30-40 bloques por máquina
Cómo Lo Resuelve Esta Máquina
El BM-1400 con enfriamiento asistido por vacío + cámaras de vapor duales reduce el ciclo a 8-12 minutos; la producción sube a 80-120 bloques/día en doble turno.
El Problema
La variación de densidad dentro del mismo bloque arruina los rendimientos de corte posteriores
Cómo Lo Resuelve Esta Máquina
Inyección de vapor multi-zona (8 puertos, control independiente) + secado uniforme al vacío entregan ±1.5% de uniformidad de densidad de arriba a abajo — el rendimiento de corte mejora 6-9 puntos porcentuales.
El Problema
Las fugas y averías de la sujeción hidráulica causan paros no planificados
Cómo Lo Resuelve Esta Máquina
Sistema hidráulico Yuken importado + control de emergencia de doble circuito + diagnóstico remoto 24/7 reducen los paros no planificados a menos de 8 horas/año por máquina.
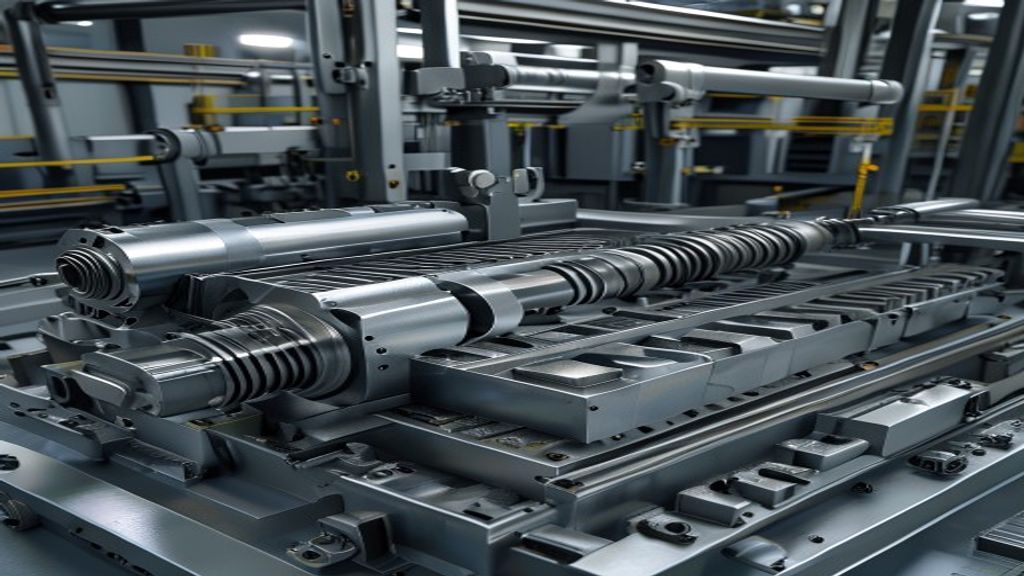
Inside the Machine — Core Components
Eight engineered subsystems that make this cutting line production-grade. Each component is sourced, built, and tested for industrial duty cycles.
1. Cámara del Molde (Cavidad 1,400×800×400mm)
Function
La cámara principal de formación de bloques donde las perlas pre-expandidas se fusionan con vapor en bloques sólidos de EPS. La cavidad de 1,400×800×400mm produce bloques dimensionados para el corte posterior en la SPQ-B en láminas aislantes estándar.
Engineering Details
Stainless steel walls with integrated steam jacket for uniform heating. Quick-change cavity insert design — switching from standard block to ICF cavity takes 4-6 hours. Removable steam-screens line the inner walls for easy cleaning.
2. Sistema Hidráulico de Cierre del Molde (200 toneladas)
Function
Cierra el molde con fuerza suficiente para contener la presión del vapor durante el ciclo de fusión. La fuerza de cierre de 200 toneladas evita rebabas y garantiza densidad uniforme del bloque de borde a borde.
Engineering Details
Twin hydraulic cylinders rated 200 tons. Closing speed 60-90 mm/s (gentle approach + final crush). Pressure-hold during steam phase prevents flash escape. Safety interlock prevents steam injection until full clamping pressure achieved.
3. Cámara de Vapor y Placas de Inyección Perforadas
Function
Distribuye vapor saturado a través de placas perforadas en ambos lados de la cavidad del molde. La distribución uniforme del vapor es lo que hace que la densidad del bloque sea consistente — vapor desigual = puntos blandos y pérdida de rendimiento.
Engineering Details
316 stainless steel perforated plates with engineered hole pattern (0.8mm holes on 6mm centers). Working pressure 0.08-0.12 MPa. Independent steam control per side — operator can compensate for one-sided mold wear without recalibrating both chests.
4. Sistema de Enfriamiento por Vacío con Anillo de Agua
Function
Aplica vacío en la cavidad del molde para evaporar la humedad residual de la superficie del bloque. El enfriamiento por vacío es un 30% más rápido que el enfriamiento por aire — se traduce directamente en mayor capacidad de ciclos.
Engineering Details
Bomba de vacío de anillo de agua integrada de 11 kW (equivalente Becker o Edwards). El depósito de vacío actúa como buffer para la reducción rápida del ciclo. Alcanza 0.06 MPa de presión absoluta en 60-90 segundos. Reduce el tiempo total de ciclo de 7-8 minutos (enfriamiento por aire) a 5-7 minutos.
5. Sistema Automático de Llenado con Perlas
Function
Carga perlas EPS pre-expandidas en la cavidad del molde con asistencia de aire para distribución uniforme. La densidad de llenado uniforme es lo que hace que la densidad del bloque terminado sea uniforme — los vacíos en esquinas y los gradientes de densidad provienen de problemas de llenado, no de vapor.
Engineering Details
Pneumatic gun-style fill nozzles (4-6 per mold depending on cavity size). Air-assist pressure 0.3-0.5 MPa adjustable on HMI. Material level sensors confirm fill completion. Anti-static design prevents bead clumping in the fill hopper.
6. Control PLC + HMI Siemens
Function
Supervisa el ciclo completo de moldeo (llenado → vapor → enfriamiento por vacío → expulsión) con control basado en recetas. Almacena recetas de densidad y producto para cambio rápido entre SKUs.
Engineering Details
Siemens S7-1200 PLC + 10" Weintek HMI. Recipe library for 20+ block density variants. USB recipe export; optional Ethernet/IP for MES integration. Local fault log retains 1,000 events. Multi-user accounts (operator/supervisor/maintenance) with audit trail.
7. Sistema de Expulsión y Empujador de Bloques
Function
Empuja el bloque recién moldeado fuera de la cavidad del molde hacia la cinta transportadora de descarga. Expulsión suave sin dañar el bloque recién fusionado — la expulsión excesivamente agresiva causa desgarros en la superficie.
Engineering Details
Hydraulic pusher with adjustable speed (slow start + fast finish). Block transferred onto pneumatic discharge conveyor or roller bed. Inner mold release coating reduces ejection force. Pusher position sensors confirm clean ejection before next fill cycle starts.
8. Sistema de Enfriamiento por Aspersión de Agua
Function
Pulveriza una fina niebla de agua de enfriamiento sobre el bloque moldeado durante el enfriamiento por vacío. Acelera la extracción de calor del núcleo del bloque, lo cual limita el tiempo de ciclo en bloques densos (25-30 kg/m³).
Engineering Details
316 stainless steel spray nozzles arranged around mold interior. Water flow rate 8-15 L/min (adjustable). Closed-loop water filtration prevents nozzle clogging. Combined with vacuum, achieves 30% faster cycle vs air-only cooling on dense blocks.
Principio de Funcionamiento
El BM-1400 es una máquina de Moldeo de Bloques con carga horizontal. Las perlas EPS pre-expandidas se cargan neumáticamente en la cavidad del molde de aluminio de 6 m³; el vapor multi-zona fusiona las perlas en un bloque sólido; el secado al vacío elimina la humedad; la sujeción hidráulica se abre para la expulsión. Los 1,400 mm se refieren al ancho de sección transversal del bloque producido.
Step 1
1. Carga de Perlas
Transporte neumático desde el Silo de Maduración; llenado uniforme mediante 8 boquillas de distribución.
Step 2
2. Inyección de Vapor
Las cámaras de vapor multi-zona fusionan las perlas a 0.10-0.16 MPa durante 4-6 minutos.
Step 3
3. Secado al Vacío
La bomba de vacío elimina la humedad residual; el bloque se estabiliza dimensionalmente.
Step 4
4. Enfriamiento
Las paredes de la cámara enfriadas por agua bajan la superficie del bloque a menos de 60°C en 2-3 minutos.
Step 5
5. Expulsión
La sujeción hidráulica se abre; el expulsor neumático empuja el bloque al transportador de salida.
Ventajas de Rendimiento Diseñadas
Cada ventaja respaldada por especificaciones medibles — sin afirmaciones de marketing sin datos.
Tiempo de Ciclo
8-12 minutes
vs industry typical 18-25 min
El enfriamiento asistido por vacío + vapor multi-zona reducen el ciclo a la mitad frente a moldeadoras antiguas.
Uniformidad de Densidad
±1.5%
vs industry typical ±3-5%
Tolerancia de densidad de arriba a abajo — mejor rendimiento de corte, menos rechazos.
Consumo de Vapor
60-80 kg/m³ block
vs industry typical 100-130 kg/m³
40% menos vapor por metro cúbico de bloque terminado.
Producción
80-120 blocks/day
vs two-shift
Un solo BM-1400 dimensionado para fábricas de 30-50 t/día de bloque terminado.
Aplicaciones Reales de Producción
Vea dónde encaja esta máquina en fábricas reales.
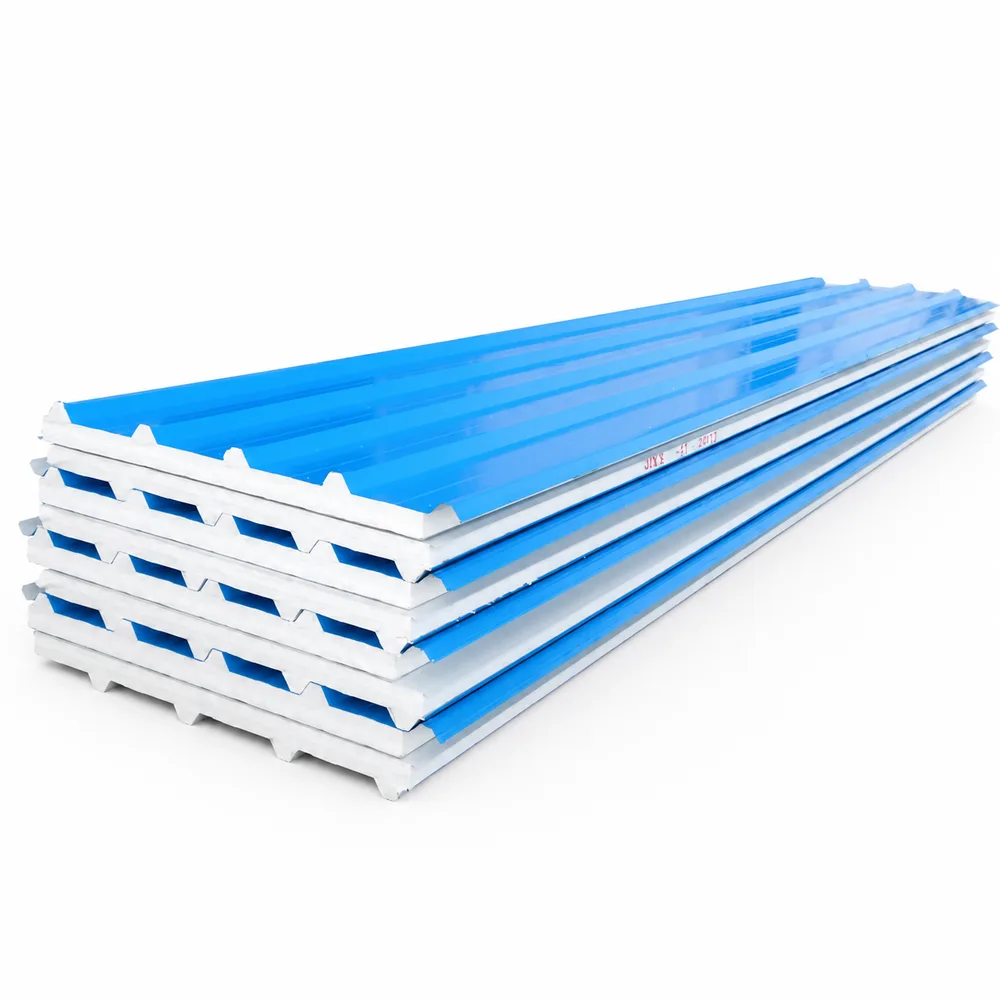
Producción de paneles aislantes EPS — alimentación principal para líneas de corte SPQ-B / SPB-Q (sistemas de fachada EIFS/ETICS)
Producción de bloques para paneles de almacenamiento en frío a densidad 18-25 kg/m³ para almacenes frigoríficos
Bloques de geoespuma para terraplenes de carreteras y accesos a puentes — EPS estructural de densidad uniforme
Producción de bloques de embalaje para corte en insertos personalizados para industrias electrónicas y de electrodomésticos
Producción de bloques ICF (Encofrado de Hormigón Aislado) para construcción residencial — común en Rusia / Egipto / América del Sur
Línea EPS integrada: la BM-1400 recibe perlas maduras del PE-1400 y alimenta bloques terminados a la línea de corte SPQ-B
Configuración de la Máquina
Componentes de grado industrial de marcas globales establecidas — cada parte trazable.
Componente
Marca / Especificación
Detalle
Controlador PLC
Siemens S7-1500
20+ módulos I/O, control de vapor multi-zona, almacenamiento de recetas.
Pantalla Táctil HMI
Siemens TP1500
HMI a color de 15 pulgadas, visualización en tiempo real del perfil de densidad del bloque.
Sistema Hidráulico
Yuken (Japan)
Presión de trabajo 25 MPa, liberación de emergencia de doble circuito.
Bomba de Vacío
Becker / Atlas Copco
Paletas rotativas lubricadas en aceite, 100-200 m³/h.
Solenoide de Vapor
Burkert
8 zonas de vapor independientes; resolución de presión ±0.005 MPa.
Material del Molde
Aluminum 6061-T6
Molde de aleación ligera, transferencia de calor más rápida que el acero; cavidad de 8 m³.
Top-3 productor ruso de paneles EPS; sustituyó 4 moldeadoras chinas antiguas con 2 BM-1400; costo energético -32%, rendimiento de paneles +8%.
EgyptAño: 2024
Configuración
1 × BM-1400 + molde ICF, 30 t/día
Resultado
Joint venture Egipto-Saudí produciendo bloques ICF para construcción residencial; el cambio de molde a cavidad ICF tomó 6 horas.
Maintenance & Safety
A clear schedule keeps the line running. Built-in safety systems protect operators and product alike.
Maintenance Schedule
Diario (cada turno)
Inspeccionar la cavidad del molde para detectar residuos de perlas o daños en la superficie. Verificar manómetros de presión de vapor (objetivo 0.08-0.12 MPa). Limpiar las placas perforadas de la malla de vapor de residuos de perlas. Verificar la presión hidráulica (especificación 200 toneladas) en el cierre. Probar la función de paro de emergencia.
Semanal
Lubricar los sellos del cilindro hidráulico y el mecanismo empujador. Inspeccionar el impulsor de la bomba de vacío de anillo de agua. Revisar las boquillas de llenado neumático por desgaste. Purgar el condensado de vapor de los puntos bajos. Verificar la calibración de la celda de carga en el sistema de control de densidad.
Mensual
Abrir el molde; limpiar el interior de la cavidad. Inspeccionar los orificios de inyección de vapor por obstrucción o agrandamiento (usar calibre de pasador de 0.8mm). Mantener el sello de agua de la bomba de vacío. Recalibrar los transductores de presión de vapor. Probar el cambio de recetas con bloques de muestra.
Semestral
Inspeccionar los cilindros hidráulicos de cierre por desgaste de sellos (vida de fatiga de 200 toneladas). Reemplazar el sello de la bomba de vacío de anillo de agua. Inspeccionar las boquillas de aspersión por erosión. Verificar el sistema de filtración del agua de enfriamiento. Recertificar los enclavamientos de seguridad según EN ISO 13849-1.
Anual
Revisión general: reemplazar sellos de cilindros hidráulicos (especificación 5,000h), mantener la batería del PLC Siemens, recertificar el sistema de seguridad de alivio de presión, actualizar el firmware del PLC según avisos de Siemens, renovar la formación del operador incluyendo el procedimiento de cambio de molde ICF.
Safety Features
Certificación CE según EN 60204-1 + EN ISO 13849-1 PLd para sistemas de control relacionados con la seguridad
Válvula de alivio de presión en la cámara de vapor a 0.18 MPa (2× presión de operación)
El enclavamiento de seguridad hidráulico impide la inyección de vapor hasta alcanzar la fuerza de cierre de 200 toneladas
Dos setas de paro de emergencia (panel del operador + lateral de la máquina) — paro Categoría 0 en 100ms
La protección de seguridad de apertura del molde evita atrapar la mano del operador durante el ciclo de cierre
El alivio de presión de vacío evita la implosión si se produce obstrucción del condensador
Protección térmica en el gabinete eléctrico (>60°C) — apagado automático registrado para auditoría
El sensor de espacio de expulsión de bloques detiene el empujador si se detecta un objeto extraño en la trayectoria de descarga
Product FAQ
The questions buyers ask most often before placing an order.
¿En qué se diferencia la BM-1400 de las máquinas de moldeo de bloques chinas más antiguas?
Tres diferencias clave. (1) El enfriamiento por vacío + aspersión de agua reduce el tiempo de ciclo un 30% (5-7 min vs 7-9 min solo con aire) — aumenta directamente la producción diaria. (2) El PLC Siemens con control basado en recetas reemplaza la lógica de relés/analógica — variación de densidad ±0.3 kg/m³ vs 1.5-2 kg/m³. (3) Cierre hidráulico de 200 toneladas vs mecánico/neumático antiguo — sin escape de rebaba, sin defectos de borde. Resultado: 30-40% más productividad por máquina + menor coste energético por bloque terminado.
¿Qué tamaño de bloque produce la BM-1400 y puede cambiarse?
Bloque estándar 1,400 × 800 × 400 mm. La cavidad tiene un diseño de inserto de cambio rápido — cambiar a un tamaño de bloque diferente (p. ej., 1,400 × 800 × 600 mm para bloques más gruesos) o a una cavidad ICF toma 4-6 horas con nuestro kit de inserto. La mayoría de las fábricas usa una cavidad estándar todo el año.
¿Puede la BM-1400 manejar EPS ignífugo y de grafito?
Sí — el molde está homologado para perlas EPS estándar, FR y de grafito hasta 30 kg/m³ de densidad. Para FR de mayor densidad (30-45 kg/m³) utilizado en aislamiento premium de gran altura, considere la BM-1800 con platos reforzados y puertos adicionales del colector de vapor.
¿Cuál es el requisito de la caldera de vapor?
Caldera de vapor mínima de 0.8 ton/h a 0.2 MPa de presión de trabajo. La mayoría de los clientes usan una caldera de 1.5-2 ton/h para cubrir la BM-1400 + el Pre-Expansor PE-1400 + operaciones posteriores. ChinaEps puede cotizar la caldera correspondiente + ablandador + sistema de retorno de condensado.
¿Cuánto dura la vida útil de la cavidad del molde?
Paredes de acero inoxidable de la cavidad del molde: 10+ años de producción estándar. Placas perforadas de la malla de vapor: 18-36 meses según la calidad de las perlas (los aditivos FR aceleran el desgaste). Sellos de cilindros hidráulicos: 5,000+ horas. El kit de repuestos se envía con cada máquina cubriendo 18-24 meses de consumibles.
¿Puede la BM-1400 enviarse a mercados de 220V/60Hz?
Sí — opción de fabricación en fábrica. Cambiamos el motor de la bomba hidráulica, el motor de la bomba de vacío, los contactores y el VFD a equivalentes de 220V/60Hz. PLC y HMI son flexibles en voltaje. Sin diferencia de precio; ajuste de 2-3 semanas en el plazo de entrega.
¿Cuántos bloques por día y cómo escala con la densidad?
Tiempo de ciclo 5-7 minutos según la densidad. Con ciclos medios de 6 minutos: 8-10 bloques/hora, 60-80 bloques por turno único. La operación en doble turno alcanza 120-160 bloques/día = 30-50 toneladas de bloques terminados. Las densidades más altas (25-30 kg/m³) ciclan ligeramente más despacio; las densidades más bajas (8-12 kg/m³) ciclan más rápido.
¿Cuál es la ruta de integración con el Pre-Expansor PE-1400 y la línea de corte SPQ-B?
Integración estándar: PE-1400 → silo de maduración (24-72h) → BM-1400 → cinta de descarga → línea de corte SPQ-B. El PLC de la BM-1400 tiene E/S analógica/digital para comunicación aguas arriba/abajo — enclavamiento de arranque con el silo de maduración, señal de bloque listo a la SPQ-B. La mayoría de las integraciones de línea se completan en 5-7 días en el sitio.
¿Cuáles son los requisitos de formación del operador?
Dos opciones: (1) formación en fábrica en Qingdao durante 2-3 días en las pruebas de pre-envío (usted cubre el viaje); (2) formación in situ durante 3-5 días durante la puesta en marcha (usted cubre viaje + alojamiento). La formación incluye gestión de recetas PLC, ajuste de densidad, procedimiento de cambio de molde, resolución de problemas. Materiales en EN / ZH / ES / PT / FR / RU / AR.
¿Cómo se empaca y envía la BM-1400?
Dos contenedores 40HQ caben la BM-1400 + unidad de potencia hidráulica + sistema de bomba de vacío + repuestos. La cavidad del molde se envía completamente ensamblada (pre-alineada en fábrica). Todas las superficies de acero recubiertas de aceite y con film retráctil contra la corrosión marina. El sistema hidráulico pre-cargado con aceite de envío; reemplazado por aceite de operación durante la puesta en marcha. Peso total ~10,500 kg.
Build a Complete EPS Line
This machine integrates into the full ChinaEps production flow — upstream, downstream, and auxiliary equipment from one supplier.